Add Cycles for 3D Operations
1.1. Introduction
1.2. Opening project file
1.3. Setting the MO Project
1.3.1. Operation 1 : Furnace operation
1.3.2. Operation 2 : Air transfer operation
1.3.3. Operation 3 : Rest on die
1.3.4. Operation 4 : Forming
1.4. Modifying the operation 4
1.5. Scheduled Positioning
1.6. Generate Database
1.7. Adding cycles
1.8. Cycles page
1.9. Post Processing
Introduction
The objective of this lab is to run a MO operation using cycles. If user needs to run the same deformation operation with multiple fresh parts using the same die set, we can use the ‘Cycle ’ feature.
Opening project file
Create a new problem either by selecting File ![]() New Problem or by clicking the New Problem
New Problem or by clicking the New Problem ![]() icon. The Problem Setup window will appear. Select “Integrated Manufacturing Process “ radio button and unit system as “English “ radio button in unit field. Define Problem Name as “ **Add_cycles_3D_lab1** “ and make sure the “Show option dialog ” check box is turned on (if we do not turn on the “Show option dialog” check box, then we will not get the New Project dialog). Then click on
icon. The Problem Setup window will appear. Select “Integrated Manufacturing Process “ radio button and unit system as “English “ radio button in unit field. Define Problem Name as “ **Add_cycles_3D_lab1** “ and make sure the “Show option dialog ” check box is turned on (if we do not turn on the “Show option dialog” check box, then we will not get the New Project dialog). Then click on ![]() button to open a new problem using the Deform Integrated Manufacturing Process.
button to open a new problem using the Deform Integrated Manufacturing Process.
.
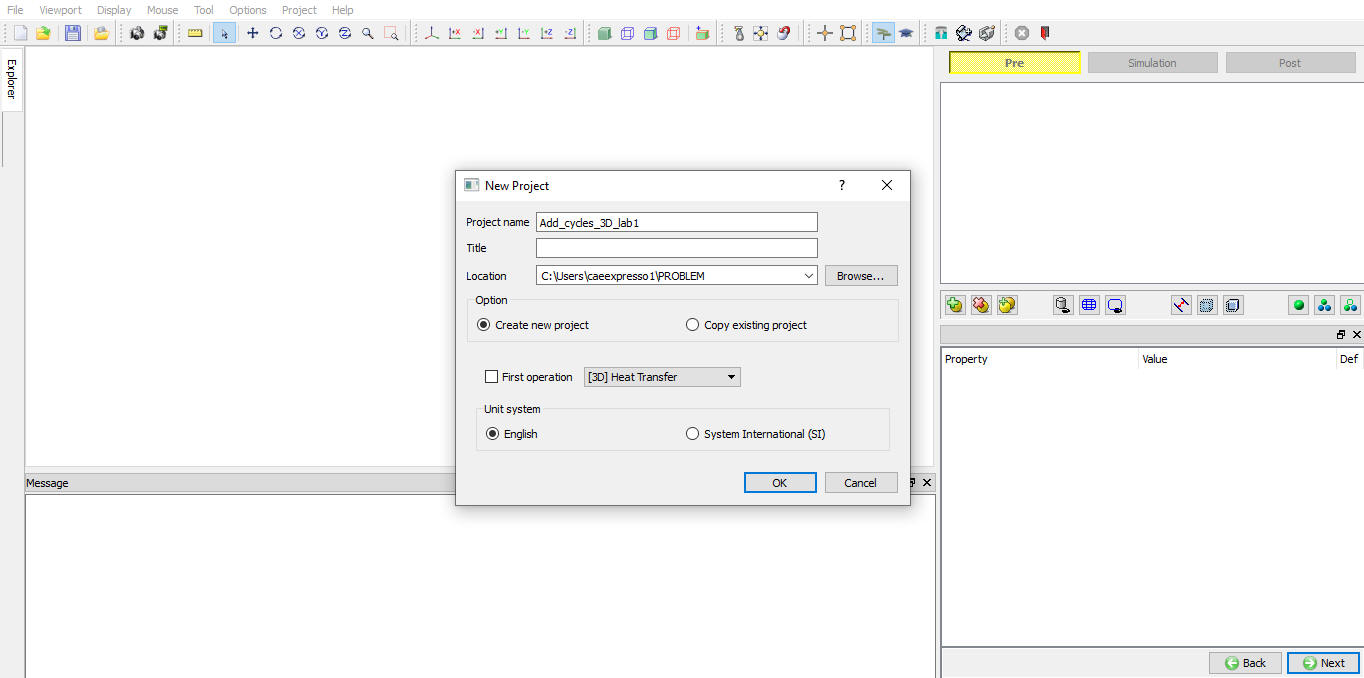
Problem defining window
MO wizard will open along with project naming window. In the field of project name as shown in Fig. L1.1., In this session we use as the project name as ‘Add_cycles_3D_lab1 ‘ and click ![]() .
.
Setting the MO Project
Initially we will simulate the MO problem with four operations ( 3 Heat transfer and 1 Forming operation) in batch mode then we will add cycles for the Forming operation. So add three 3D Heat transfer operations and one 3D Forming operation (see Fig. L1.2.).
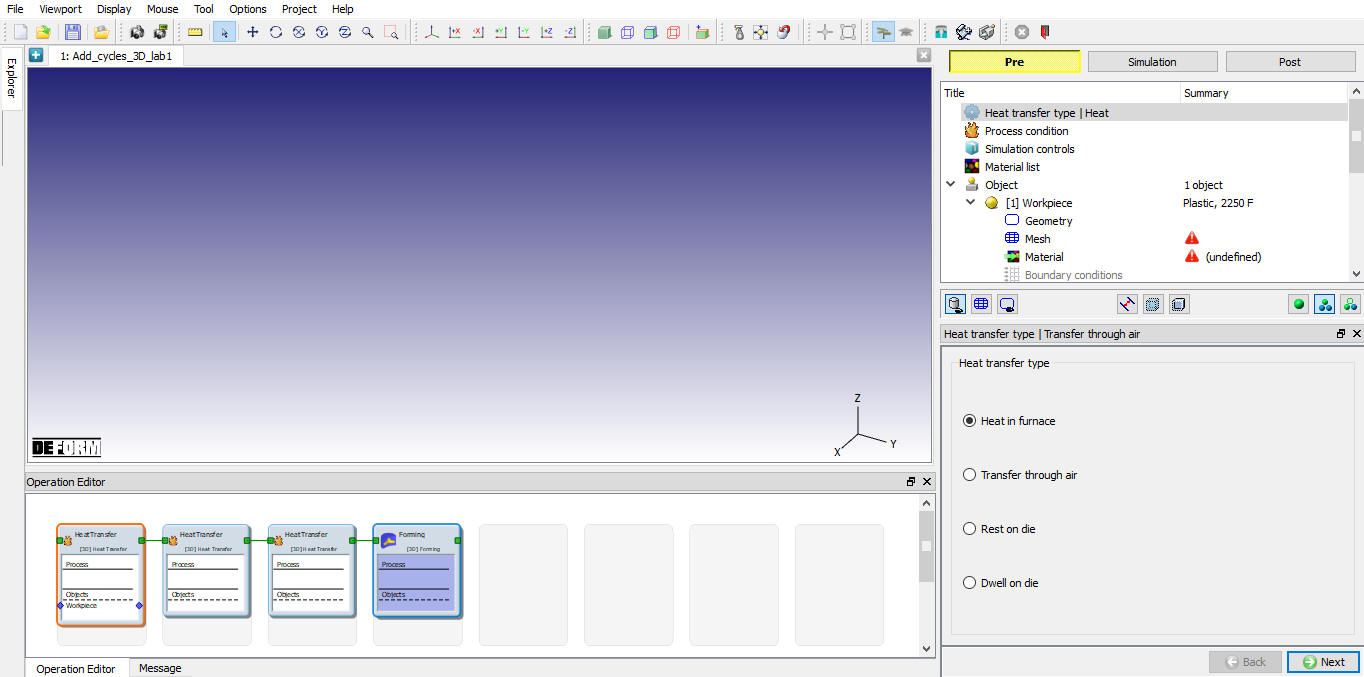
Adding Heat Transfer and Forming operations
Operation 1 : Furnace operation
-
Select heat transfer type as Heat in Furnace
-
In process condition page, define the Heating time as 3600 sec, Environment Temperature as 2000°F and Convection coefficient as 7.7e-6 Btu/sec/in^2/F.
-
Turn on Heat transfer check box only in the Simulation controls page.
-
In Material window, load the material AISI-8620 from DEFORM Material library, from Steel category using
 (Load material data from library) option.
(Load material data from library) option. -
Add only one object in the Objects page.
-
In workpiece page define the workpiece temperature as 68°F.
-
In Workpiece Geometry page, 3D geometry is created by revolving the 2d geometry, so check “Use cross section” checkbox to convert the 2D geometry into 3D geometry, Click on
 and in 2d geometry window, click on (Load geometry from library) button to load the Disk_wkp.igs 2d geometry file from DEFORM installation location 2D\LABS\. After importing the 2D geometry, click on
and in 2d geometry window, click on (Load geometry from library) button to load the Disk_wkp.igs 2d geometry file from DEFORM installation location 2D\LABS\. After importing the 2D geometry, click on  button and click on 2D->3D Conversion button. In settings window select the conversion type as Revolve and generate the 3D geometry with 360 degree.
button and click on 2D->3D Conversion button. In settings window select the conversion type as Revolve and generate the 3D geometry with 360 degree. -
Generate the mesh using default 32000 elements.
-
To assign material for workpiece select the material ‘AISI-8620 ’ from material window.
-
In step controls page, Set the number of simulation steps as 100 at 36sec each and saving every 10 steps.
-
Generate the DB and click
 to go to next operation.
to go to next operation.
Operation 2 : Air transfer operation
-
Select heat transfer type as Transfer through Air.
-
In process condition page, define the Transfer time as 15 sec, Environment Temperature as 68°F and Convection coefficient as 7.7e-6 Btu/sec/in^2/F.
-
Since workpiece is a Read from DB object we don’t have to define any other object properties.
-
In Step Controls window define number of steps as 15 at 1 sec increment and saving at every 5 steps.
-
Visit the DB generation page and click
to go to next operation.
Operation3 : Rest on die
-
Select heat transfer type as Rest on die.
-
In process condition page, define the Transfer time as 4 sec, Environment Temperature as 68°F and Convection coefficient as 7.7e-6 Btu/sec/in^2/F.
-
In Top die Geometry page, 3D geometry is created by revolving the 2d geometry, so check “Use cross section” checkbox to convert the 2D geometry into 3D geometry, Click on
and in 2d geometry window, click on (Load geometry from library) button to load the Disk_top.igs 2d geometry file from DEFORM installation location 2D\LABS\. After importing the 2D geometry, click on and click on 2D->3D Conversion button. In settings window select the conversion type as Revolve and generate the 3D geometry with 360 degree. -
Generate the mesh using 10000 elements.
-
In Top die material page, load the material AISI-H-13 from DEFORM Material library.
-
In Bottom die Geometry page, 3D geometry is created by revolving the 2d geometry, so check “Use cross section” checkbox to convert the 2D geometry into 3D geometry, Click on
and in 2d geometry window, click on (Load geometry from library) button to load the Disk_btm.igs 2d geometry file from DEFORM installation location 2D\LABS\. After importing the 2D geometry, click on and click on 2D->3D Conversion button. In settings window select the conversion type as Revolve and generate the 3D geometry with 360 degree. -
Generate the mesh using 10000 elements.
-
In Bottom die material page, select the material AISI-H-13 from material window.
-
Position the Top die using Offset positioning (x=0, y=0 and Z=4) towards ‘Z’ direction.
-
In scheduled positioning page, define the bottom die Position as interference positioning with respect to workpiece in ‘Z’ direction.
-
Add one relation in contact page as Bottom die as Master and Workpiece as slave, select Free resting in the pull down menu for the Heat transfer coefficient under Thermal tab.
-
In Step Controls window define number of steps as 10 at 0.4 sec increment and saving at every 2 steps.
-
Visit the DB generation page and click
to go to next operation.
Operation4 : Forming
-
In objects page, add three Objects.
-
In workpiece page, select the Read from DB radio button.
-
Similarly, select Read from DB radio button for other two objects also.
-
In Top die Movement page, assign a constant die movement of 1 in/sec in the negative ‘Z’ direction.
-
In scheduled positioning page, define the Top die Position as interference positioning with respect to workpiece in negative ‘Z’ direction.
-
In contact page for all default relations, define the Hot forming (lubricated) from the list. A friction value of 0.3 will automatically be selected.
-
In step controls window, define the number of steps as 100, at 0.0725” per step of die movement, step increment to save as 10 for the primary die (which is object number 2 in this operation).
-
Visit the DB generation page, save the project and select the
 tab.
tab. -
Running the Simulation. Start the simulation by clicking the
 action label, use the default Continue Run option to select “Continue from the last step ” option and then select the Simulation mode as Interactive and click on
action label, use the default Continue Run option to select “Continue from the last step ” option and then select the Simulation mode as Interactive and click on  button.
button. -
After the completion of the simulation switch to Post to post processing.
-
After post processing switch to preprocessor by clicking
 tab.
tab.
Modifying the operation 4 (Forming)
In the ![]() tab, select the operation 4 (Forming operation) and click
tab, select the operation 4 (Forming operation) and click ![]() until to Workpiece page.
until to Workpiece page.
Workpiece
In the workpiece page change the object type to plastic from Read from DB (see Fig. L1.3.). When we change the object type to plastic we will see the workpiece object of the 4th operation first step. Click ![]() until Scheduled Positioning page.
until Scheduled Positioning page.
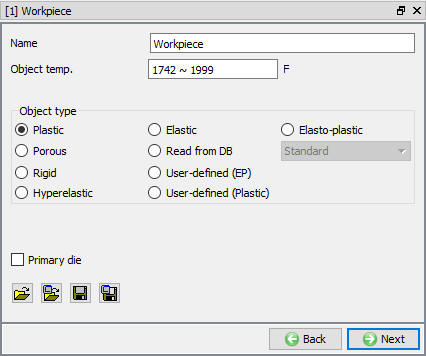
Workpiece page
Scheduled Positioning
In the scheduled positioning page, we must make sure that top die is scheduled to position on the top of the workpiece. Click ![]() until DB generation page.
until DB generation page.
Generate Database
Click on![]() action label to check the problem. Generate a database by clicking
action label to check the problem. Generate a database by clicking ![]() action label.
action label.
When we click on the ![]() , we will get a popup of Lost steps, it will ask that all steps available under 4th operation will be lost if we generate the database. Click
, we will get a popup of Lost steps, it will ask that all steps available under 4th operation will be lost if we generate the database. Click ![]() for the popup. (see Fig. L1.4.)
for the popup. (see Fig. L1.4.)
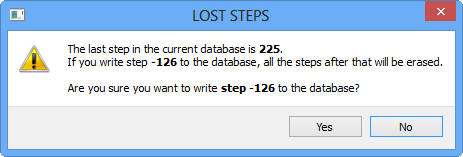
Lost steps popup
Adding cycles
After generating DB select the operation editor, right click on the 4th operation and select the Add cycles. (see Fig. L1.5.)
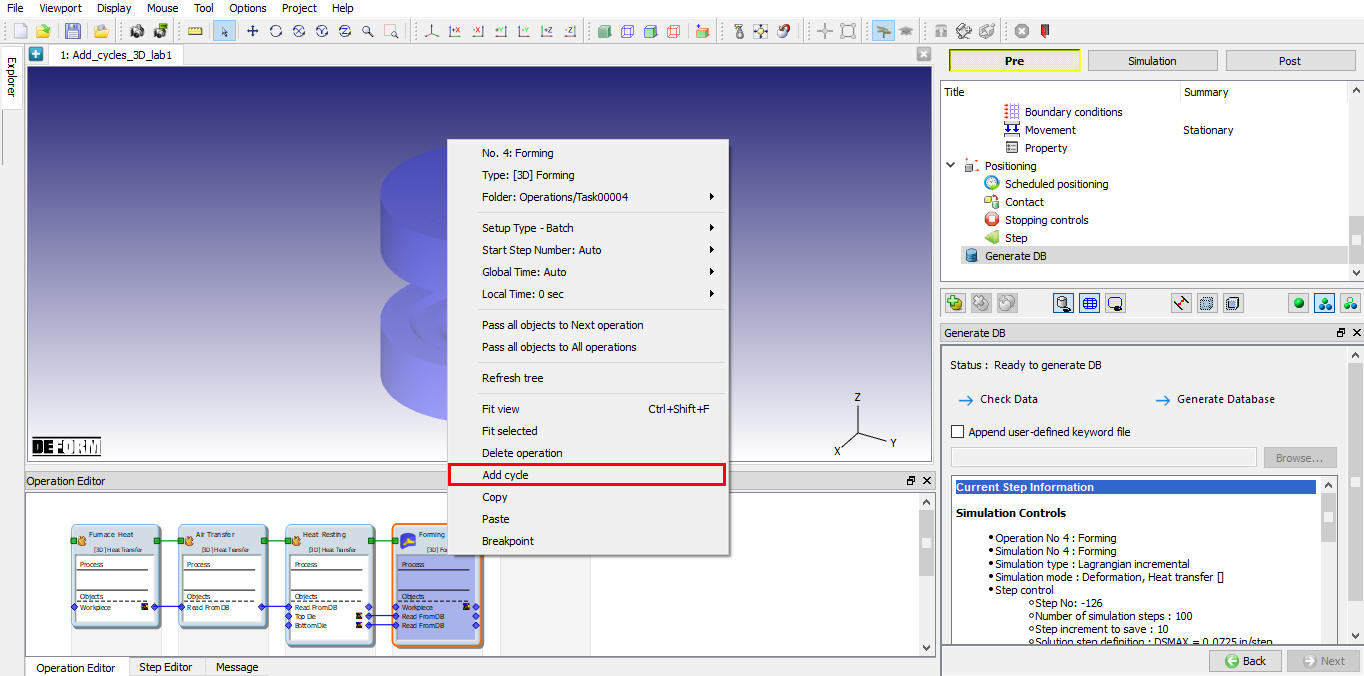
Adding Cycles
Cycles page
After adding Cycles click on apply to accept the default number of cycles as 5 and save the wizard (see Fig. L1.6.). Switch to the Simulation mode by selecting the ![]() button above the object tree. Click on the
button above the object tree. Click on the ![]() action label to open the Run Options dialog as shown in Fig. L1.7. Use the default Continue Run option to select “Continue from the last step ” option and then select the Simulation mode as Interactive and click on
action label to open the Run Options dialog as shown in Fig. L1.7. Use the default Continue Run option to select “Continue from the last step ” option and then select the Simulation mode as Interactive and click on ![]() button to run the simulation.
button to run the simulation.
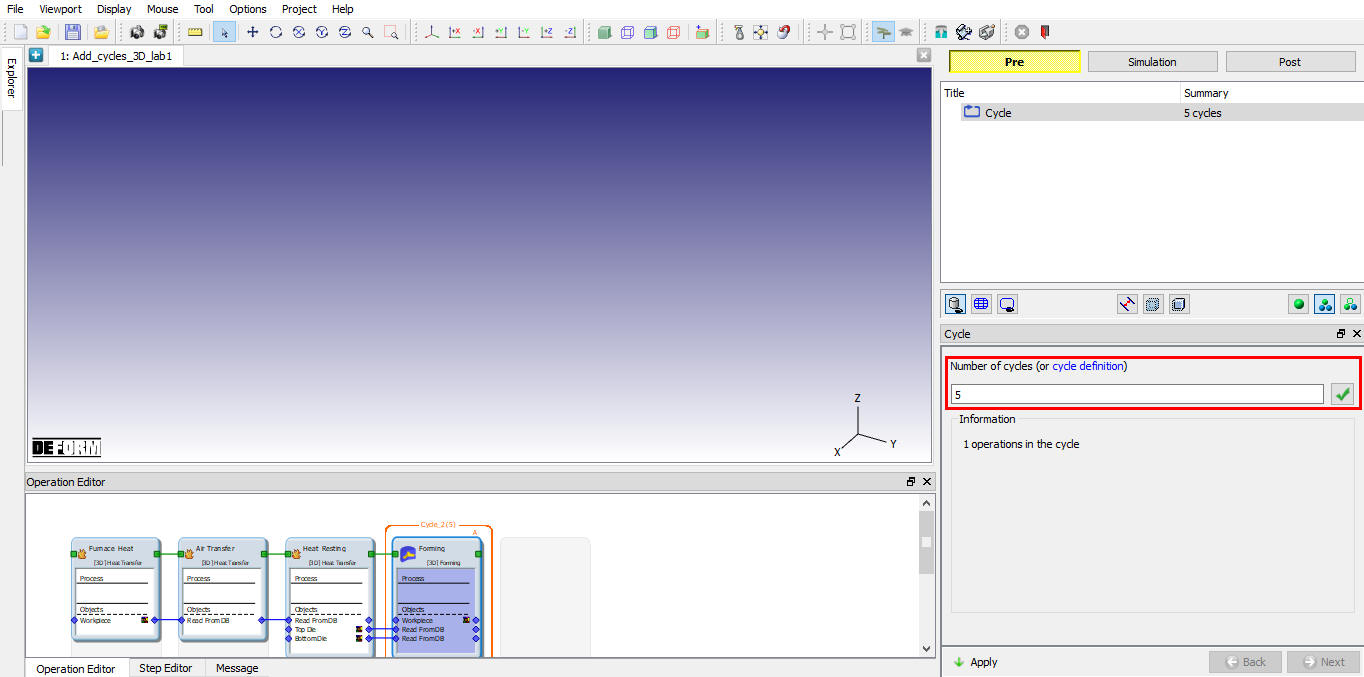
Add cycles window
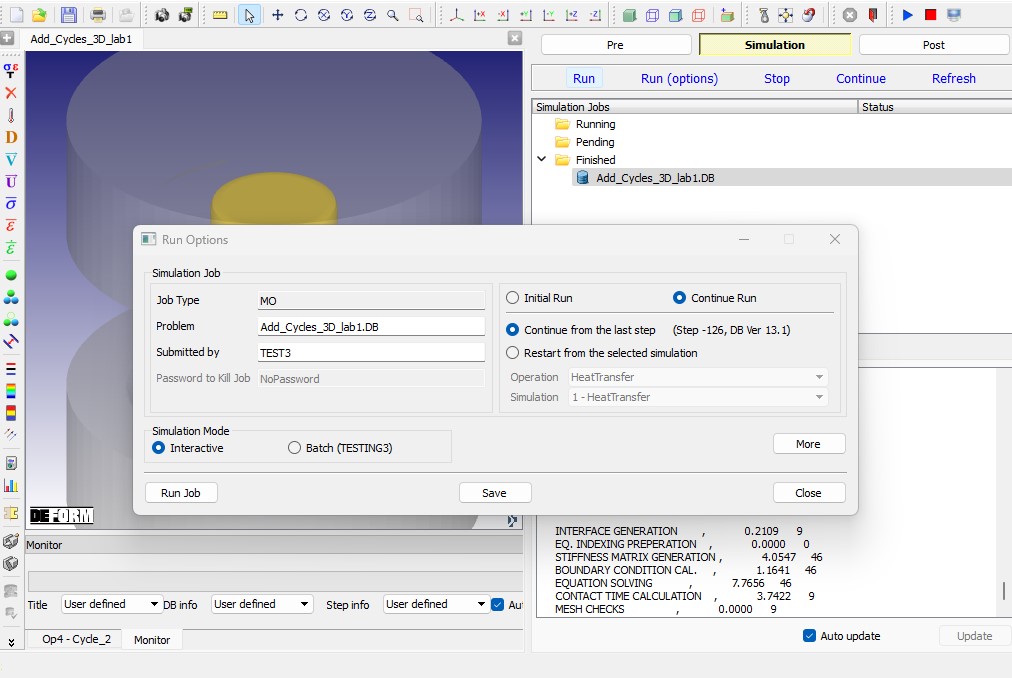
Simulation mode window
Post Processing
In step Browser, we can see the steps of Cycles operation (see Fig. L1.8.). Play the steps to see all cycle operations.
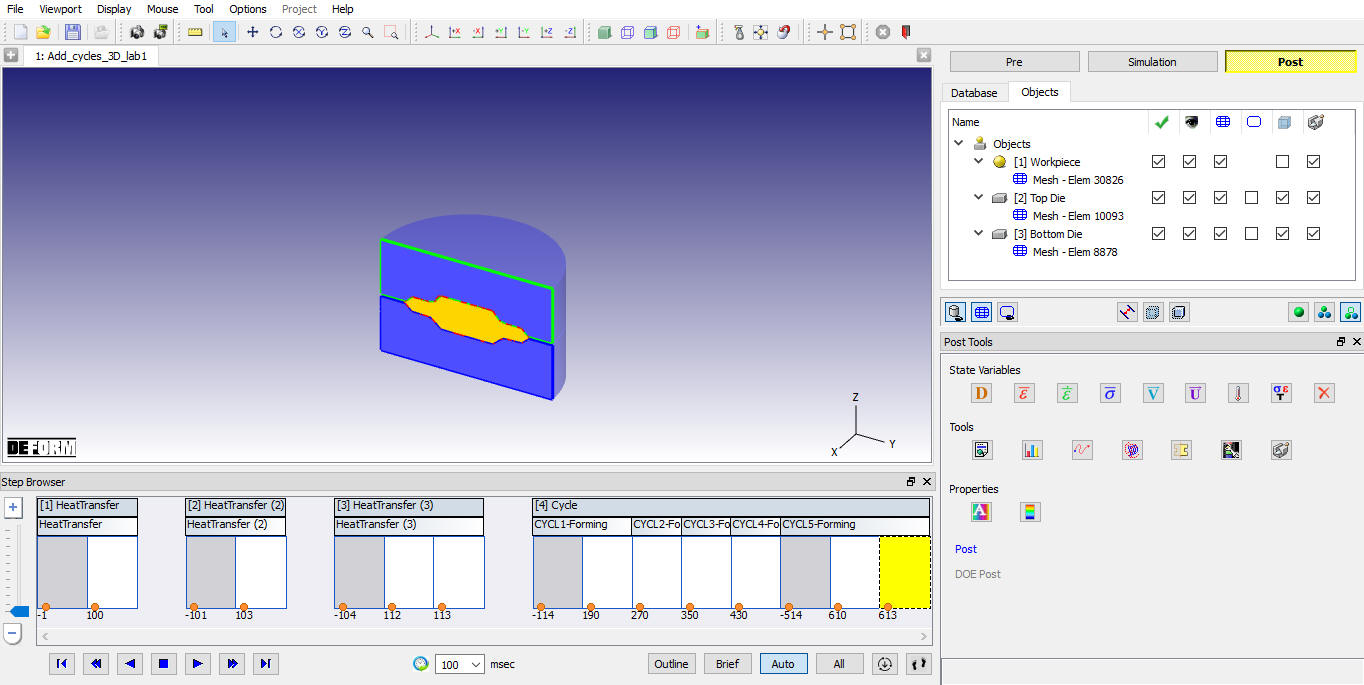
Post window for sliced objects.
State Variable:
Select Strain-Effective from post tools to look at the amount of deformation the workpiece has undergone. Click the ![]() icon to bring up the State Variable window, select Strain-Effective state variable, select Solid shading by clicking on Solid display button and select
icon to bring up the State Variable window, select Strain-Effective state variable, select Solid shading by clicking on Solid display button and select![]() as the Scaling option. This option will use the Local Min and Max effective strain as the extremes on the color bar. Scaling, Shading and other contour plot setting can also be changed from RMB options on Color bar. Play through the steps of the simulation to observe the accumulation of strain (see Fig. L1.9.). Temperature plot shows the workpiece temperature along with dies temperature, since we made the dies as read from DB objects in forming operation, same dies used for all cycle operation and we can see the temperature change of dies for cycle operations (see Fig. L1.11.).
as the Scaling option. This option will use the Local Min and Max effective strain as the extremes on the color bar. Scaling, Shading and other contour plot setting can also be changed from RMB options on Color bar. Play through the steps of the simulation to observe the accumulation of strain (see Fig. L1.9.). Temperature plot shows the workpiece temperature along with dies temperature, since we made the dies as read from DB objects in forming operation, same dies used for all cycle operation and we can see the temperature change of dies for cycle operations (see Fig. L1.11.).
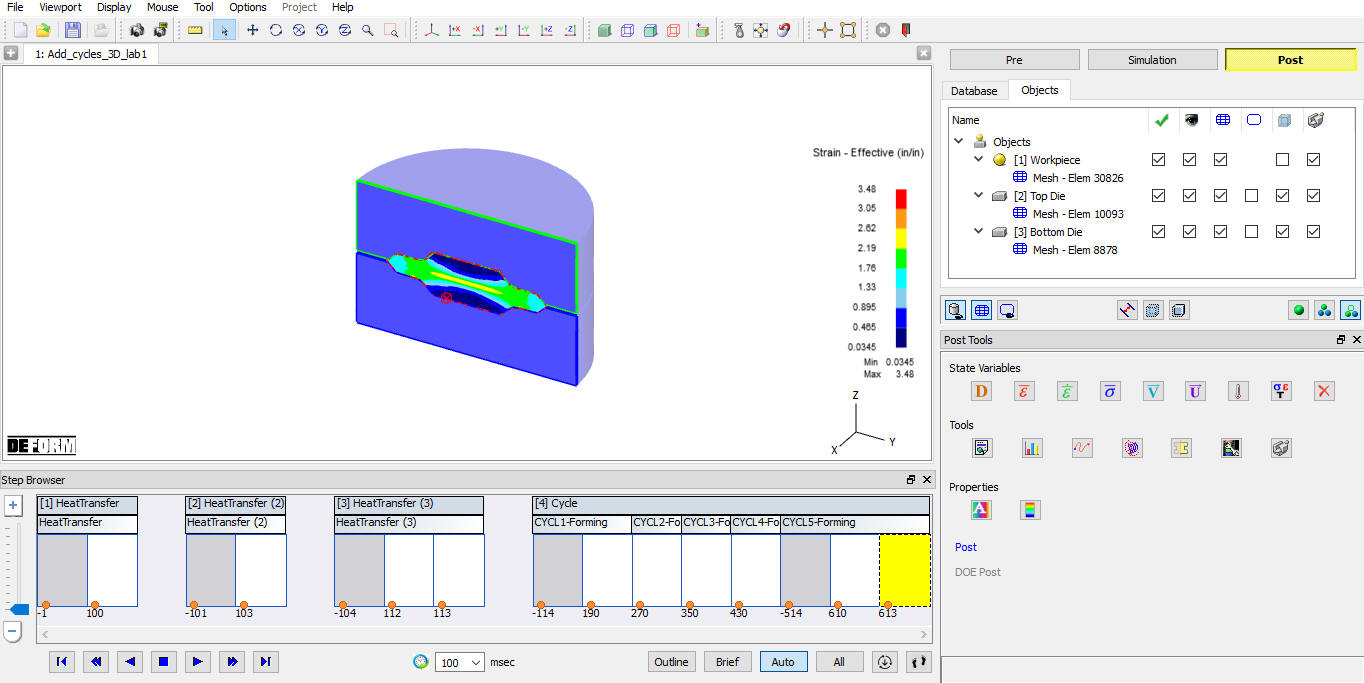
Strain effective plot for sliced objects
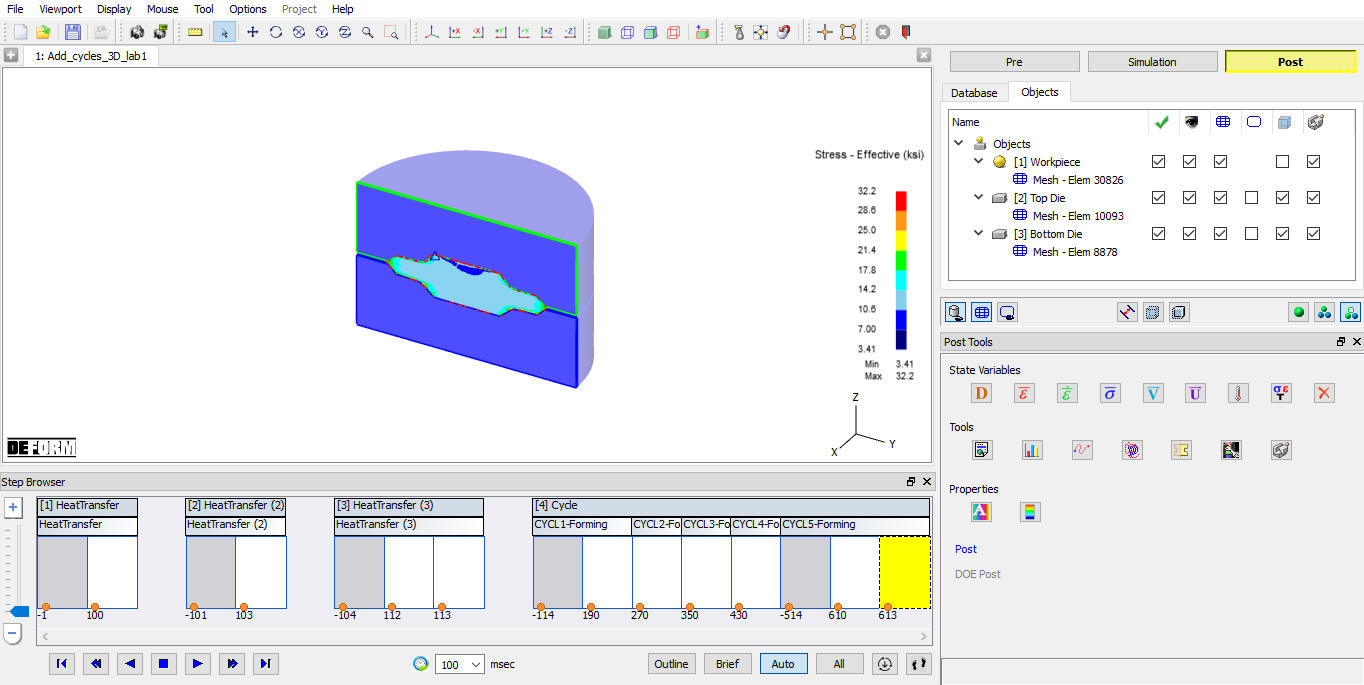
Stress Effective plot for sliced objects
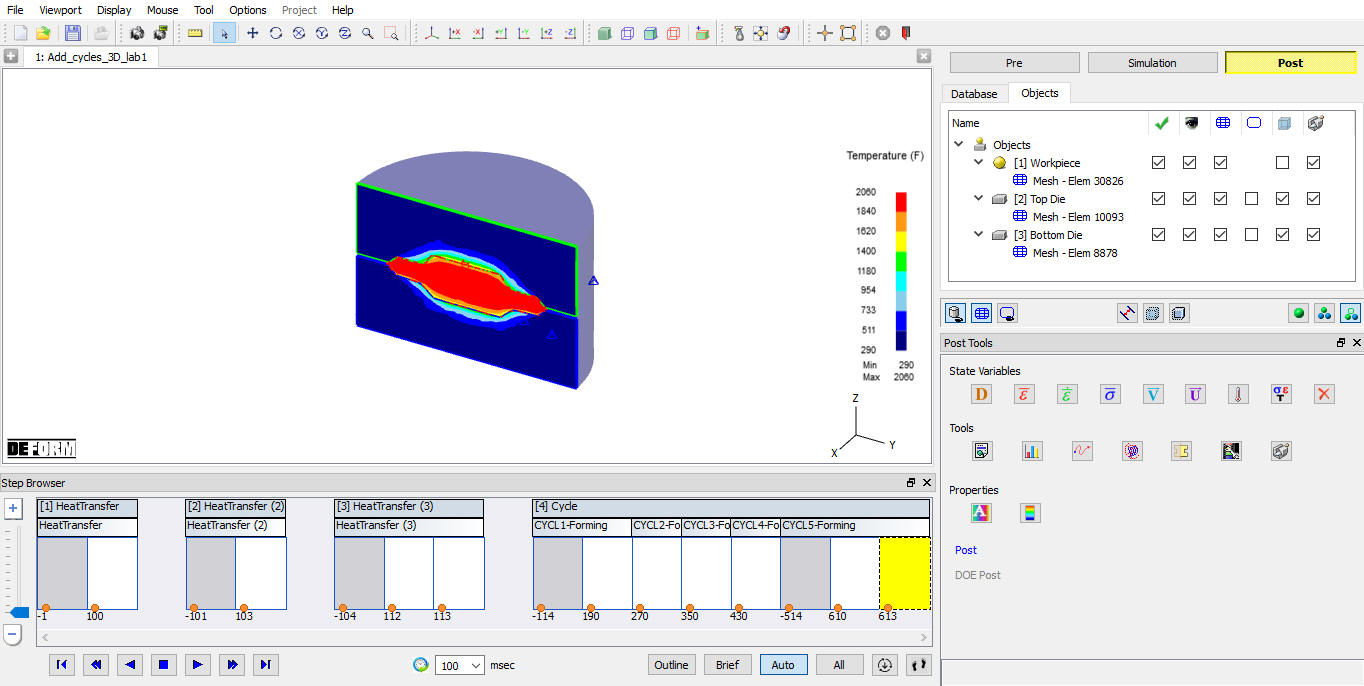
Temperature plot for sliced objects