39.4. Drilling
39.4.1. System Summary
39.4.2. Adding Drilling Operation
39.4.3. Process
39.4.4. Material List
39.4.5. Tool
39.4.5.1. Insert Geometry
39.4.5.2. Coating Material
39.4.5.3. Tool material
39.4.5.4. Tool Mesh
39.4.5.5. Tool BCC
39.4.6. Workpiece
39.4.6.1. Workpiece Geometry
39.4.6.2. Workpiece Material Selection
39.4.6.3. Workpiece Mesh Generation
39.4.6.4. Workpiece BCC
39.4.7. Control
39.4.8. Tool Wear
39.4.9. Contact
39.4.10. Step Control
39.4.11. Generate DB
System Summary
Due to the number of revolutions of a drill necessary to establish characteristic behavior, drilling simulations in DEFORM are time consuming. Therefore, every effort should be made to optimize problem size. User can optimize the drilling simulation set up with considerations including keeping the workpiece as small as possible while capturing geometry (both in diameter and thickness), using the largest element which can adequately capture chip geometry, and possibly pre-shaping the workpiece to eliminate the necessity to simulate the transient point penetration before the drill reaches full depth. System provides options to model pre-shape workpiece considering the drill tip geometry.
Adding Drilling Operation
To set up Drilling process user need to add the 3D cutting template and select “Drilling ” option in the “Process” page as shown in Fig. 39.4.1. For more details on how to add problem please refer 39.2.1. How to add 3D Cutting Operation.
Process page
The process parameters to setup Drilling process are as shown in Fig. 39.4.1.
Environment Heat Transfer: Environment temperature and convection co-efficient are defined under this tab, for more information on defining these parameters refer 39.2.4. Turning Process.
Cutting speed (v): It is defined as the speed at which the tool moves. The cutting speed can be defined as mm/sec or m/min in SI and in/sec or ft/min in English units.
Rotation speed: It defines the rotational speed of tool. The rotation speed can be defined in rpm and radians/sec.
Feed rate (f) : It is defined as the distance the tool travels during one revolution of the workpiece. This can be defined as mm/rev or mm/sec in SI and in/rev or in/sec in English units.
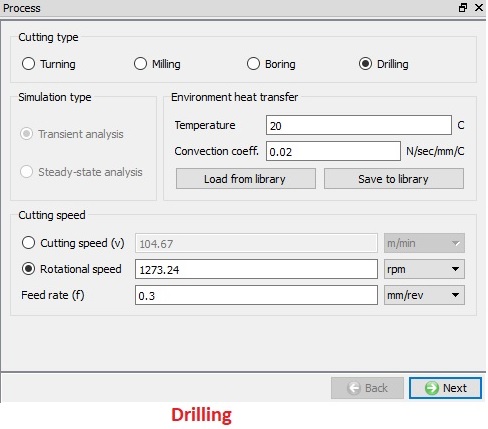
Drilling type process page
Material List
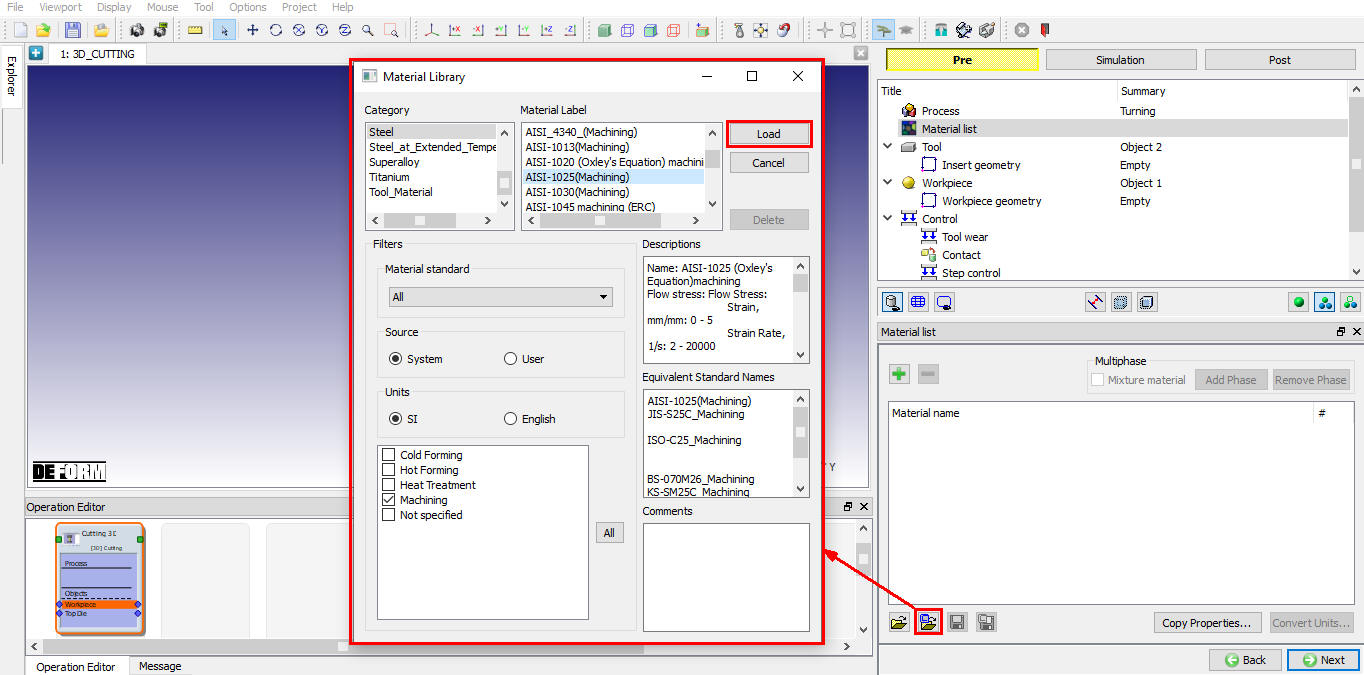
In this Material List page, user can load a material from the library or keyword or database file using the ![]() ,
, ![]() options as shown in Fig. 39.4.2. The materials loaded here can be assigned to the objects from their respective material page. User can also add a new material using
options as shown in Fig. 39.4.2. The materials loaded here can be assigned to the objects from their respective material page. User can also add a new material using ![]() button and define its properties. User can use
button and define its properties. User can use ![]() button to delete the loaded material. User can also save the material using
button to delete the loaded material. User can also save the material using ![]() ,
, ![]() options.
options.
Assigning the Material to Material list
Tool
In this Tool page, the user can define the temperature of the tool object. We can import the tool object using the ![]() button. If user wants to calculate the thermal data for tool object, select the “Calculate tool temperature ” check box and we can observe that mesh options for tool are enabled so that we can mesh the tool to calculate temperature distribution. (See Fig. 39.4.3.)
button. If user wants to calculate the thermal data for tool object, select the “Calculate tool temperature ” check box and we can observe that mesh options for tool are enabled so that we can mesh the tool to calculate temperature distribution. (See Fig. 39.4.3.)
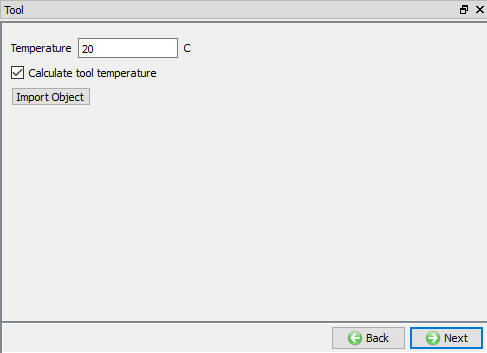
Tool Page
Insert Geometry
In this Insert Geometry page (see Fig. 39.4.4.), the user can define the tool geometry using the ![]() . The user can also import the geometry using the Import geometry
. The user can also import the geometry using the Import geometry ![]() ,
, ![]() options. User can use “Advanced” option to define the number of flutes on drill bit tool (see Fig. 39.4.6.), which is used in feed calculations.
options. User can use “Advanced” option to define the number of flutes on drill bit tool (see Fig. 39.4.6.), which is used in feed calculations.
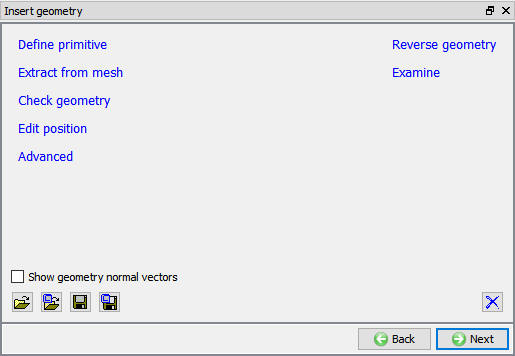
Insert Geometry Page
Defining Tool Geometry using Define Primitive option:
Define Primitive will lead to the ‘Drillbit Primitive menu’ as shown in Fig. 39.4.5. After defining the geometry parameters of the drill bit user can click on ![]() button to create drill bit geometry.
button to create drill bit geometry.
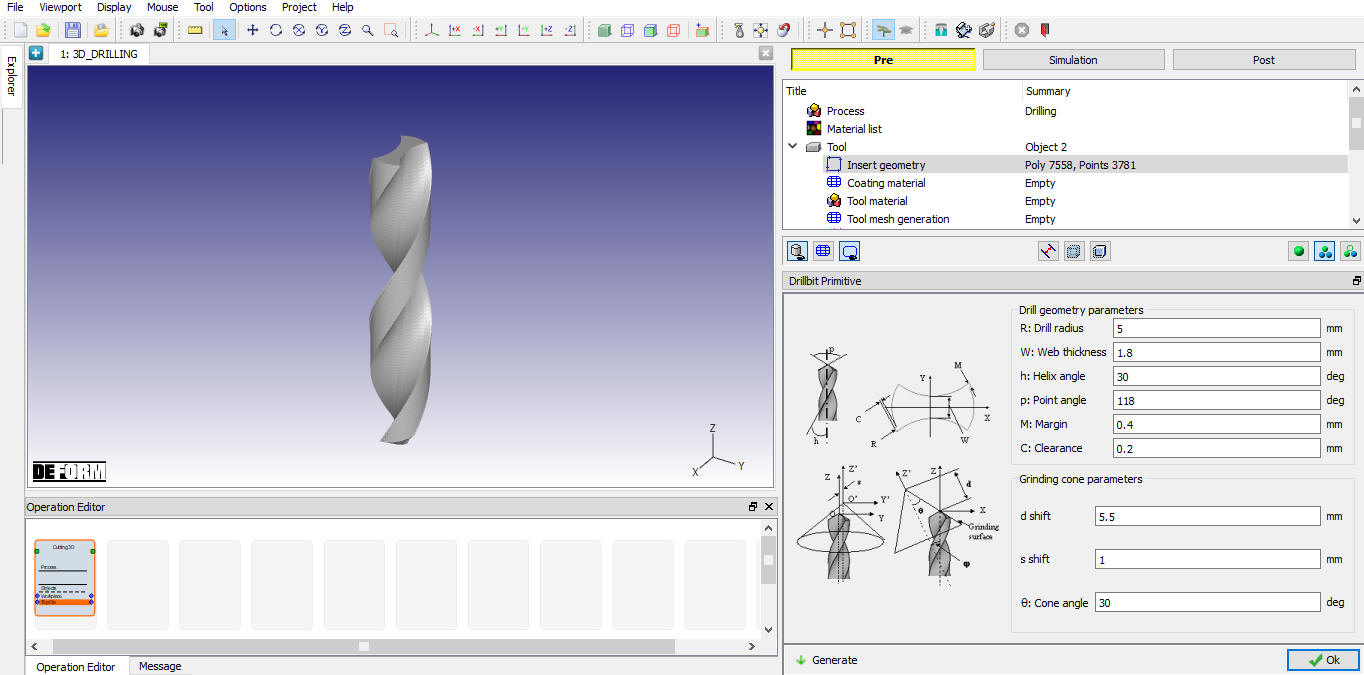
Drill bit primitive page
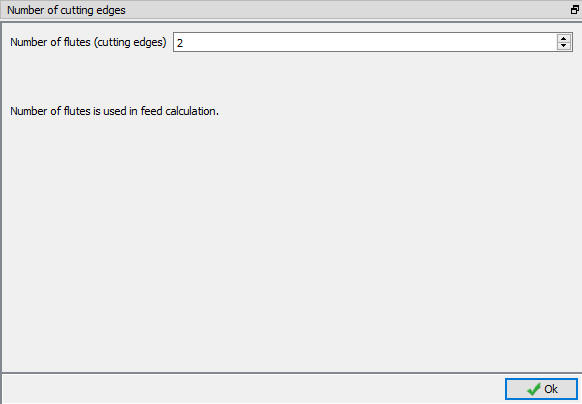
Advanced options for Drill bit geometry
Coating Material
User can apply coating to tool insert by defining coating layer and its thickness in “Coating Material ” page. User can define the coating layer material and its thickness by clicking on ![]() button as shown in the Fig. 39.4.7. If user wants to delete any layer, then user must select the respective layer and click on
button as shown in the Fig. 39.4.7. If user wants to delete any layer, then user must select the respective layer and click on ![]() button.
button.
Extract Coating Info : After Generating the coating, we can extract the coating info using this button.
Delete Coating : We can also delete the Costing layers using this button.
Using the “Preserve state variables and boundary conditions ” check box the user can create the coating layer without losing the state variable and boundary conditions data of the tool.
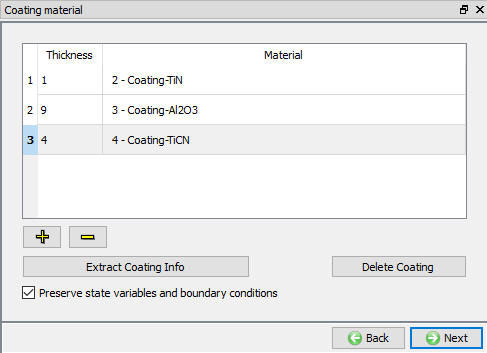
Coating Material Page
Tool material
In material page, all the materials added to material list are displayed as shown in Fig. 39.4.8. User can select the required material to assign it to respective object. If the desired material is not available in the list, then the user can load the material in object material page using “Import material” data from a File ![]() or using “Load form Library” option
or using “Load form Library” option ![]() . User can also create new material if the material is not available in DEFORM library using
. User can also create new material if the material is not available in DEFORM library using ![]() . User can delete the material from list using
. User can delete the material from list using ![]() or edit the material data using
or edit the material data using ![]() . Modified / newly defined material can be saved using
. Modified / newly defined material can be saved using ![]() ,
, ![]() .
.
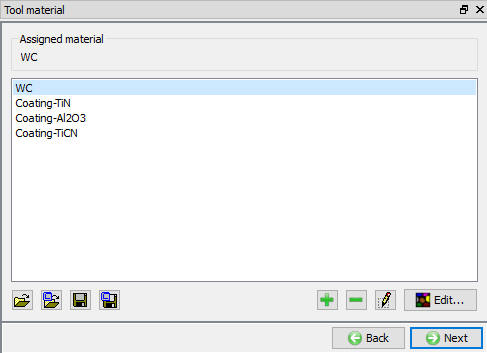
Assigning the Tool Material
Tool Mesh
User can generate mesh for the tool by defining relative or absolute mesh size data as shown in the Fig. 39.4.9. & Fig. 39.4.10. It also provides the preview of the mesh when we click on “Preview Mesh” option. Cutting edge information being part of the insert data, the wizard automatically applies finer mesh near the cutting zone. See Fig. 39.4.9. to view meshed drill bit.
Relative Mesh Method:
-
Target number of elements: The number of elements to be generated for an object can be specified merely by adjusting the slider bar and selecting an appropriate value for the current simulation.
-
Size Ratio: It is the size ratio between the largest element edge length to smallest element edge length.
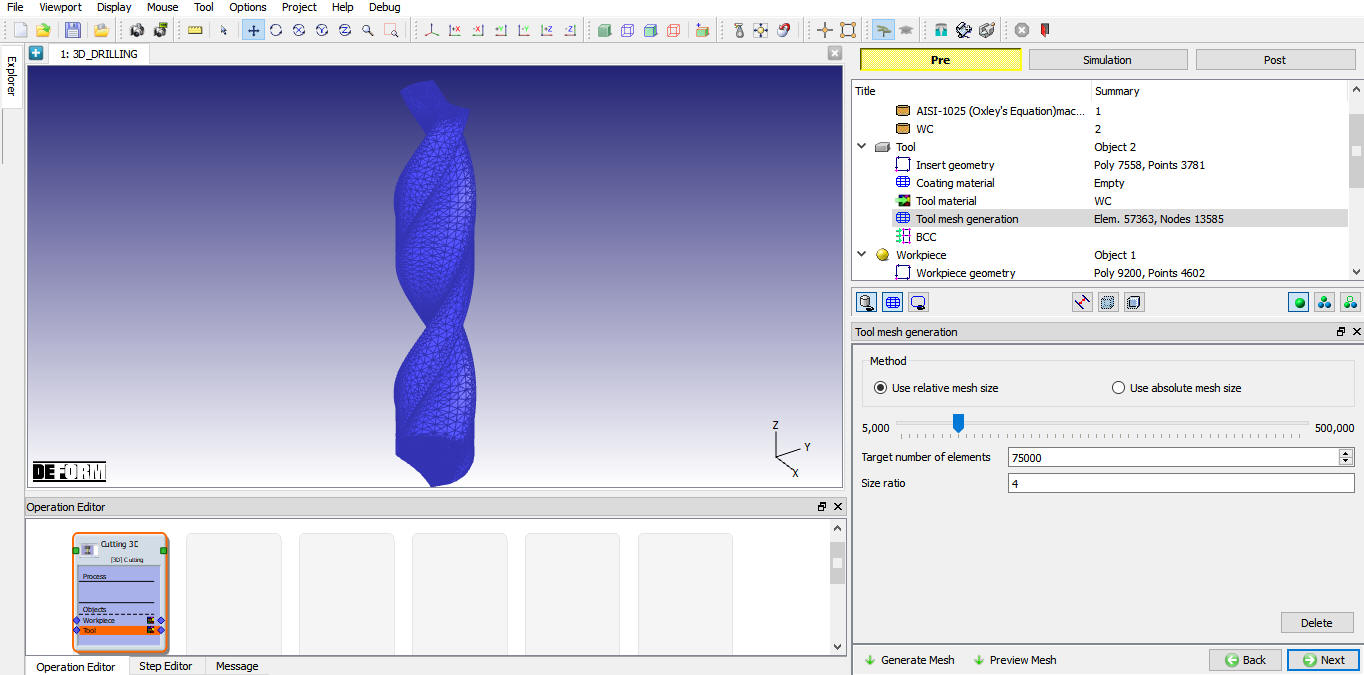
Tool Mesh Generation using relative mesh size
Absolute Mesh Method :
- Minimum element size: Feed rate automatically calculates the minimum element size of the mesh to be generated which calculates the Number of elements value automatically as shown in the Fig. 39.4.10.
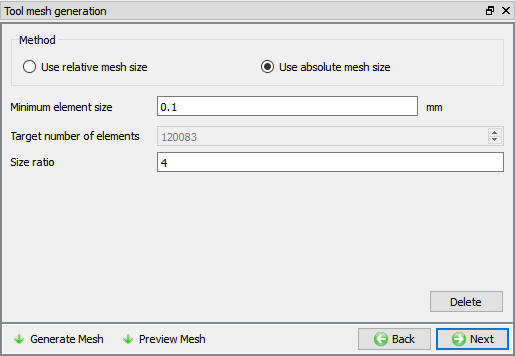
Tool Mesh Generation using absolute mesh size
Tool BCC
In this BCC Page, the user can define the Thermal BCC like “Heat Exchange with Environment” and “Temperature”. The default BCCs are assigned automatically after generating the mesh as shown in the Fig. 39.4.11.
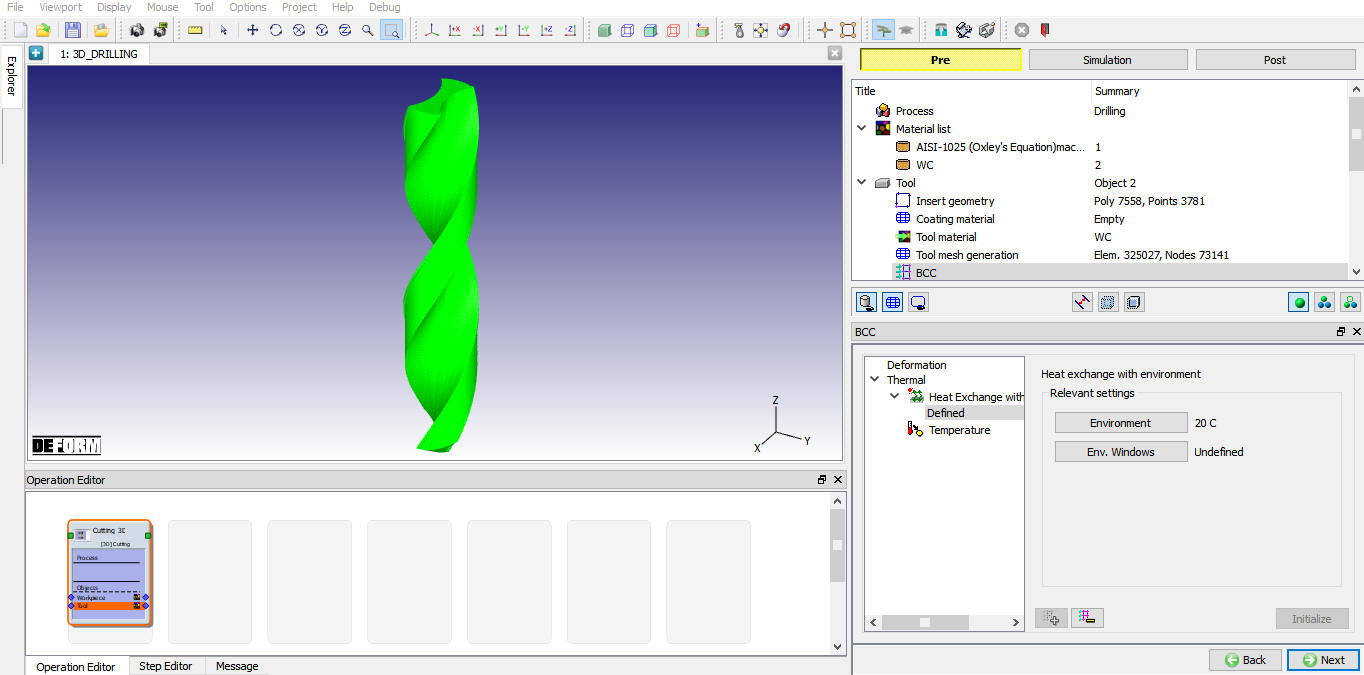
Default Heat exchange BCC
Workpiece
In this Workpiece page, the user can define the object type and set its initial temperature. Plastic object type is selected by default as shown in Fig. 39.4.12., if user is interested to consider the effect of elastic properties then Elasto-plastic object type can be used. We can also import the object data using the ![]() button.
button.
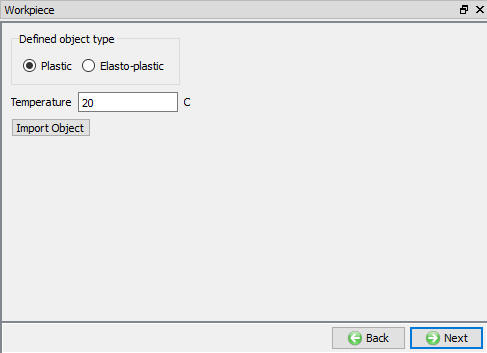
Workpiece Page
Workpiece Geometry
In this Workpiece Geometry page, the user can define the workpiece geometry using the ![]() . The user can also import the geometry using the Import geometry
. The user can also import the geometry using the Import geometry ![]() ,
, ![]() , option.
, option.
####
Defining Workpiece Geometry using Define Primitive option
“Define Primitive” will open ‘Workpiece Geo Primitive’ menu as shown in Fig. 39.4.13. Template provides options to create Cylindrical work piece or pre-shaped workpiece based on drill tip geometry. Fig. 39.4.13. and Fig. 39.4.14. shows geometry parameters to create workpiece from drill tip shape and cylindrical workpiece.
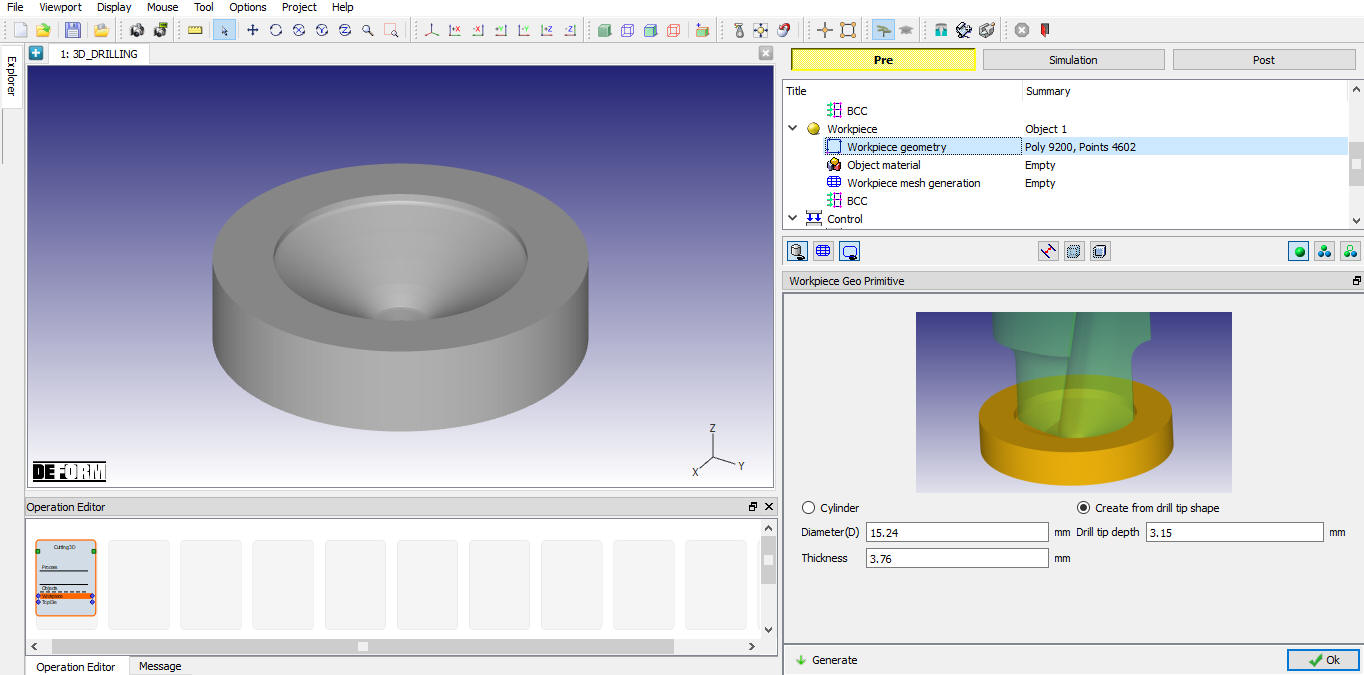
Create from drill tip shape workpiece geometry
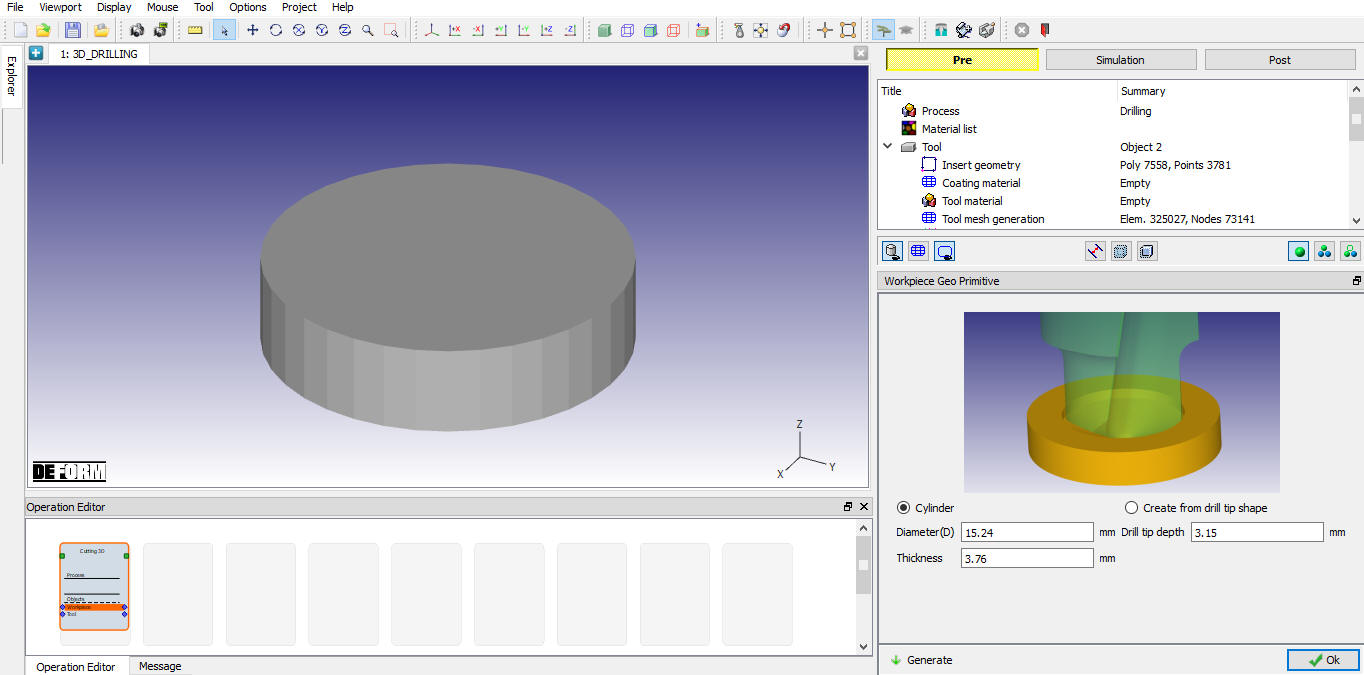
Cylinder workpiece geometry
Workpiece Material Selection
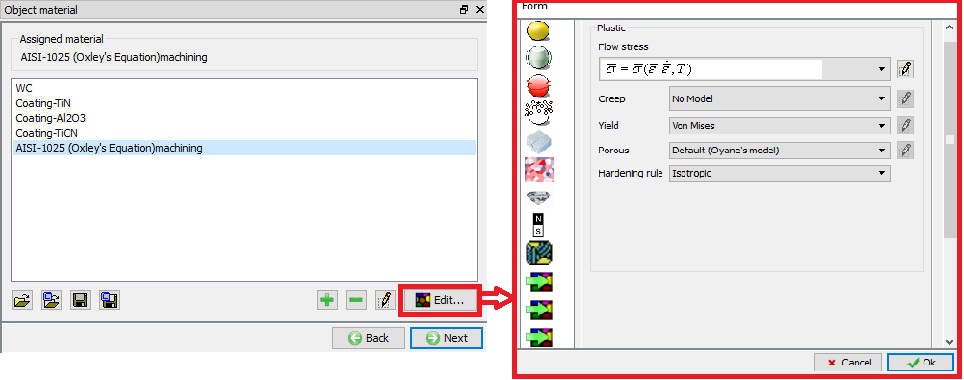
In material page, all the materials added to material list are displayed as shown in Fig. 39.4.15. User can select the required material to assign it to respective object. If the desired material is not available in the list, then the user can load the material in object material page using “Import Material” data from a File ![]() or using “Load form Library” option
or using “Load form Library” option ![]() . User can also create new material if the material is not available in DEFORM library using
. User can also create new material if the material is not available in DEFORM library using ![]() . User can delete the material from list using
. User can delete the material from list using ![]() or edit the material data using
or edit the material data using ![]() . Modified / newly defined material can be saved using
. Modified / newly defined material can be saved using ![]() ,
, ![]() .
.
Assigning the material for the workpiece
Workpiece Mesh Generation
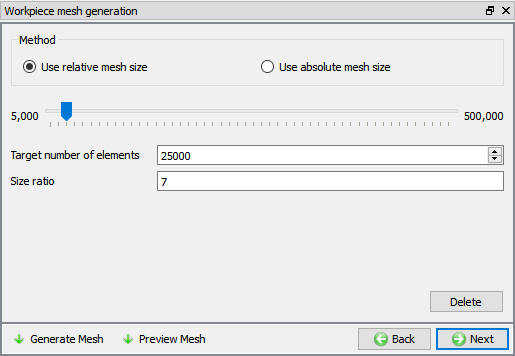
The User can generate the mesh by defining relative or absolute mesh size data as shown in the Fig. 39.4.16. & Fig. 39.4.17. It also provides the preview of the mesh when we click on ![]() option.
option.
Relative Mesh Method:
-
Target number of elements : The number of elements to be generated for an object can be specified merely by adjusting the slider bar and selecting an appropriate value for the current simulation.
-
Size Ratio : It is the size ratio between the largest element edge length to smallest element edge length. Meshed pre-shaped workpiece based on drill tip looks like as shown in Fig. 39.4.16.
Workpiece mesh generation using relative mesh size
Absolute Mesh Method:
-
Define size by percentage of feed: The percentage of feed will automatically calculate the minimum element size of the mesh.
-
Minimum element size: It sets the minimum element size of the mesh to be generated which is calculated from the percentage of feed value.
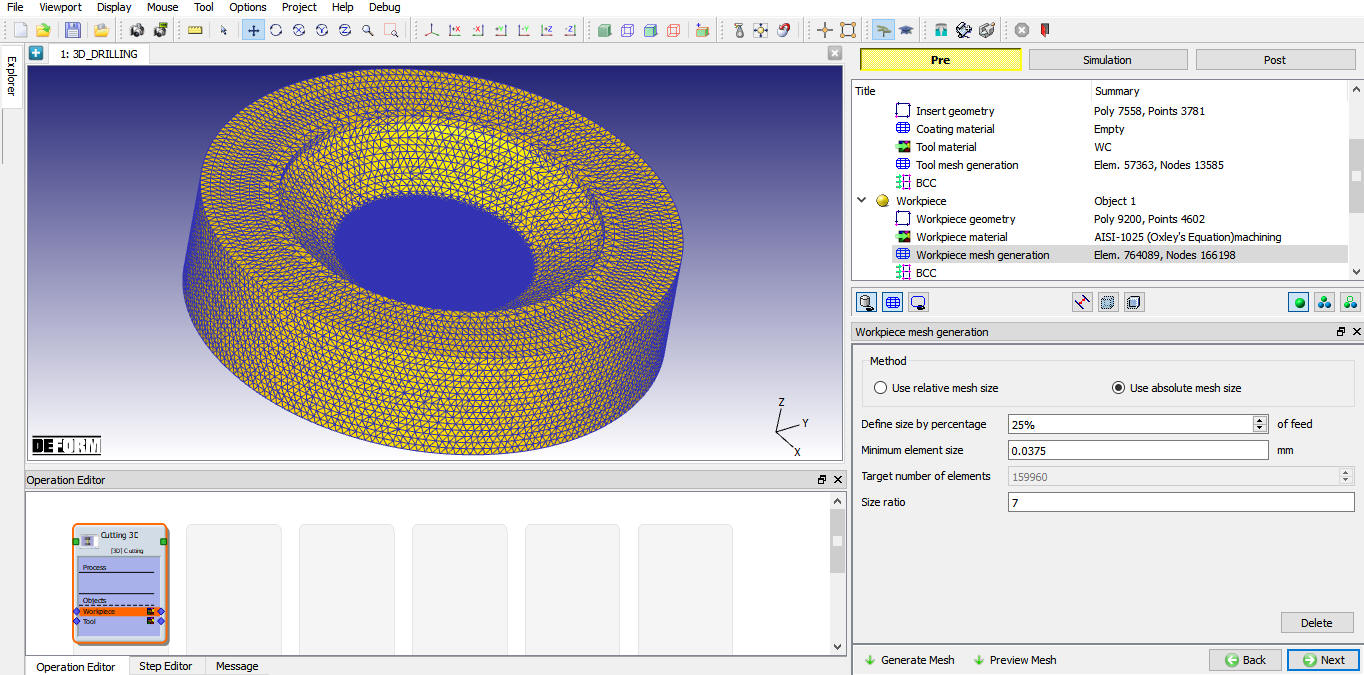
Workpiece mesh generation using absolute mesh size
Workpiece BCC
In this BCC Page, the user can define the Deformation and Thermal BCC (like Velocity, Heat Exchange with Environment and Temperature). The BCC data will be automatically assigned by default after generating the mesh as shown in the Fig. 39.4.18. and Fig. 39.4.19.
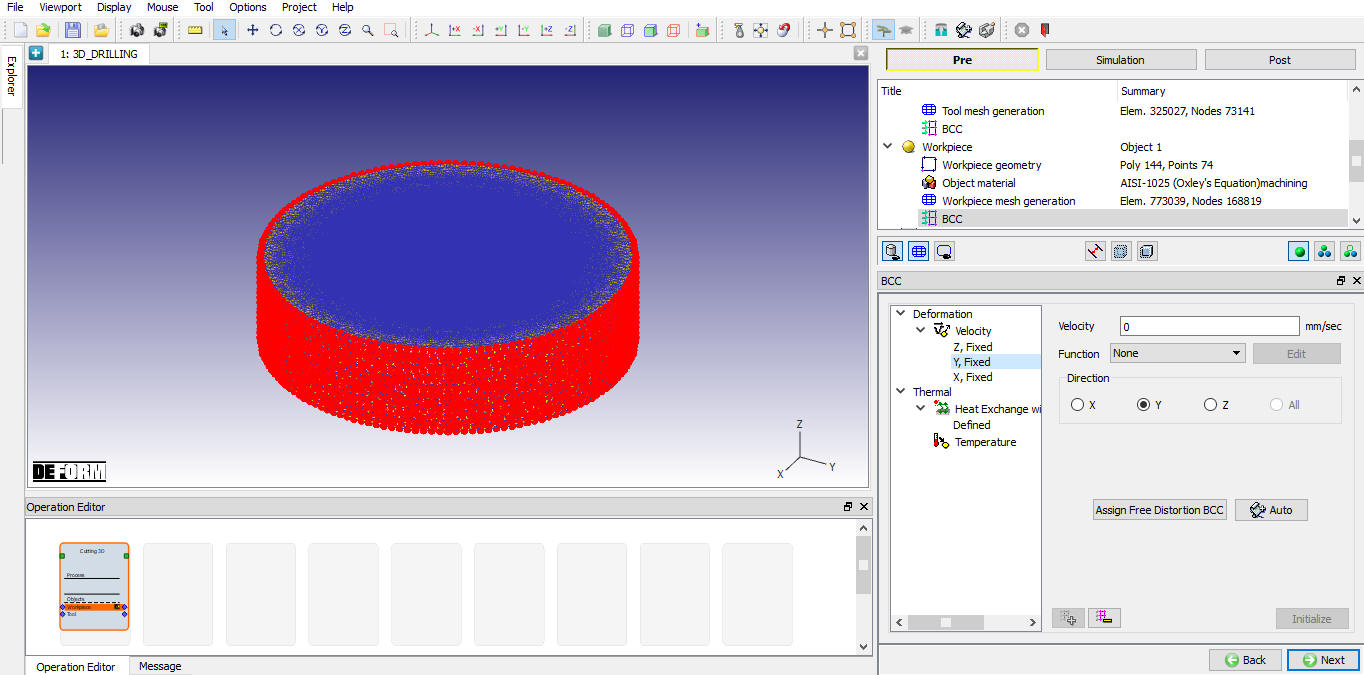
Velocity BCC data for cylinder geometry
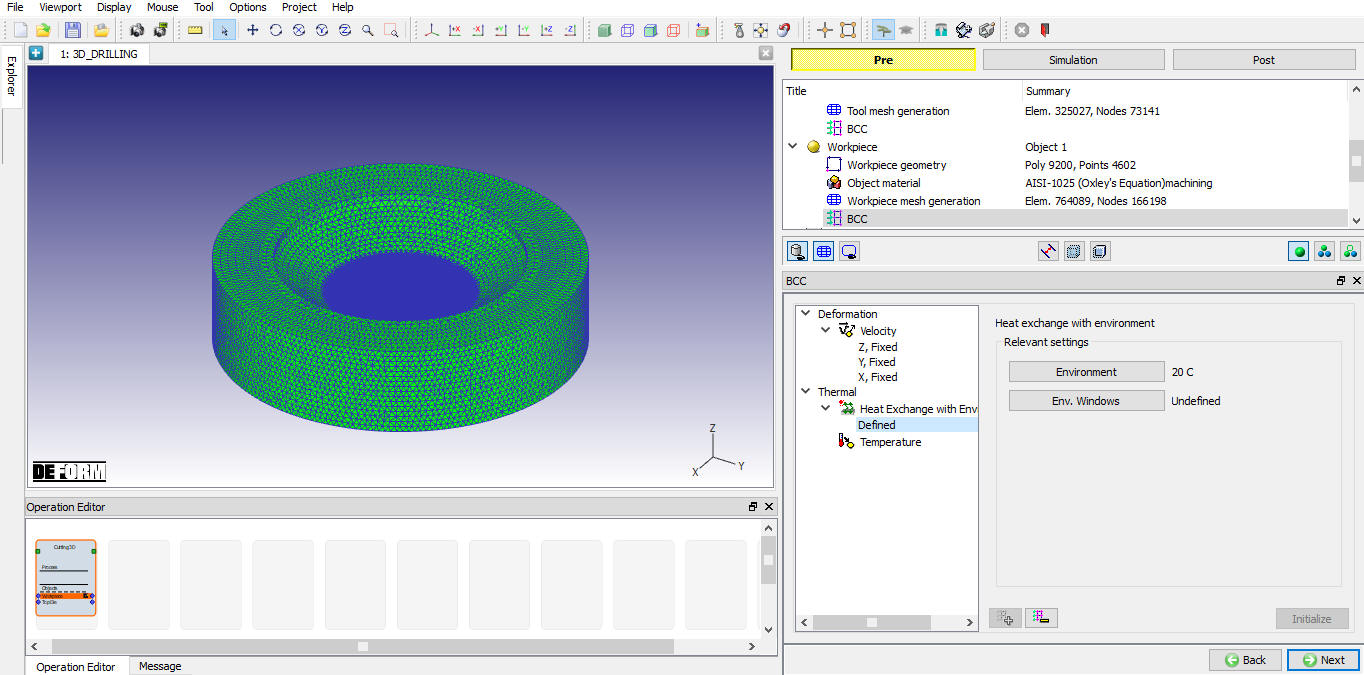
Heat Exchange BCC for Create from drill tip shape geometry
Control
Using “Position objects” the tool can be positioned based on the feed rate and workpiece location. Various positioning options are available to position the objects as shown in Fig. 39.4.20., for more information on these options please refer 19. Object Positioning.
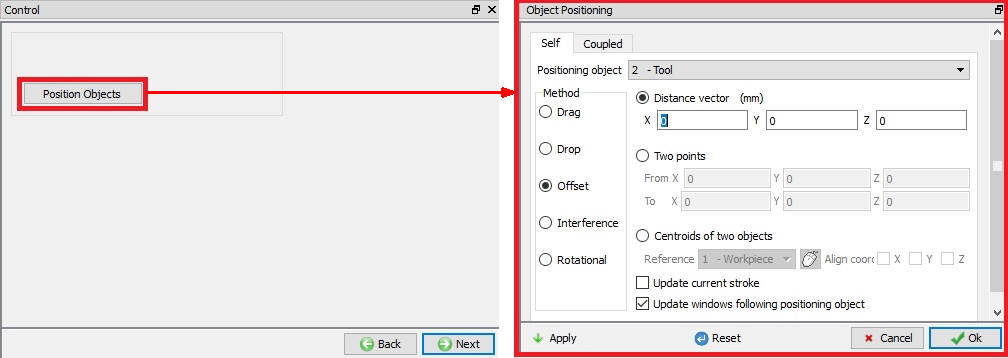
Object positioning options
Tool Wear
User can turn on tool wear calculation using “Define model to calculate tool wear ” check box. After turning on check box user can select the tool wear model and define its parameters as shown in the Fig. 39.4.21., for more information on these options please refer 20.4. Tool Wear.
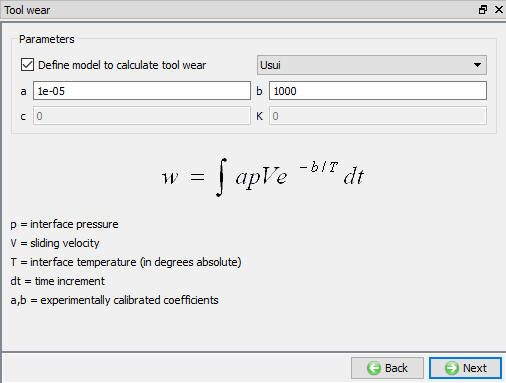
Tool Wear page
Contact
User radio button will be selected and relations also will be defined by default for 3D Cutting operation as shown in Fig. 39.4.22.. User can modify the value of each relation by selecting it and clicking on ![]() button. User can click on
button. User can click on ![]() button to calculate contact tolerance. User can click on
button to calculate contact tolerance. User can click on ![]() to generate contact relation. User can turn on check box next to contact relation to define sticking contact.
to generate contact relation. User can turn on check box next to contact relation to define sticking contact.
For more information please refer 20. Inter-Object Relations.
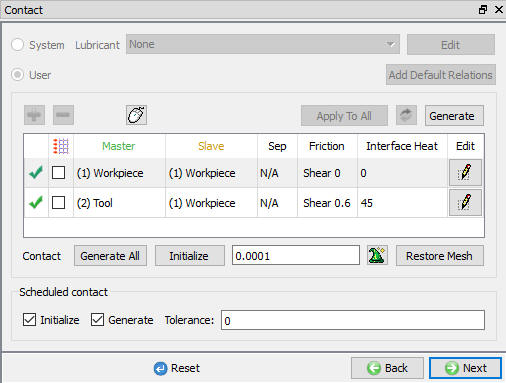
Contact page
Step Control
The user can define the step controls data using the Guided mode (![]() ) as shown in the Fig. 39.4.23. The user can define the number of steps, step increment and step increment control. The Drill depth is available, so the simulation stops after reaching the defined depth.If user wants to use the advanced simulation controls than we can switch to the Expert mode (
) as shown in the Fig. 39.4.23. The user can define the number of steps, step increment and step increment control. The Drill depth is available, so the simulation stops after reaching the defined depth.If user wants to use the advanced simulation controls than we can switch to the Expert mode (![]() ) as shown in the Fig. 39.4.24. For more information and description about options in Simulation controls please refer 9.Simulation Controls.
) as shown in the Fig. 39.4.24. For more information and description about options in Simulation controls please refer 9.Simulation Controls.
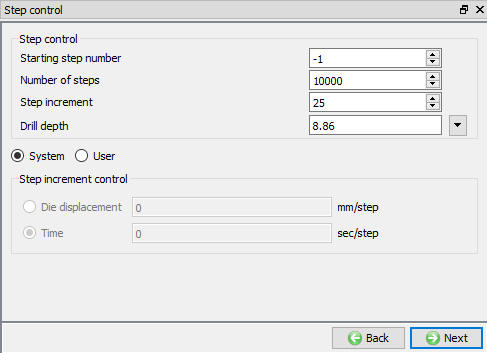
Step controls page in Guided Mode
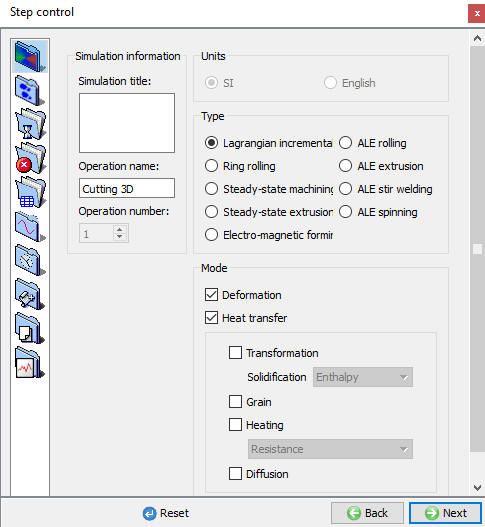
Step controls page in Expert Mode
Generate DB
Check Data ![]() : It checks the Data. If Data is correct, we can generate DB. But while checking Data if it gives any errors or warnings then it should be corrected before generating Database. Errors will not allow the database to be generated while warnings will allow the DB to be generated.
: It checks the Data. If Data is correct, we can generate DB. But while checking Data if it gives any errors or warnings then it should be corrected before generating Database. Errors will not allow the database to be generated while warnings will allow the DB to be generated.
Generate Database![]() : By clicking on this button, it generates the Database for the setup (See Fig. 39.4.25.).
: By clicking on this button, it generates the Database for the setup (See Fig. 39.4.25.).
Append Key file : Any information that is not defined in the wizard but still applicable to the process can be loaded as .key file. This option is also useful in the cases where only few values needs to be changed then those values can be defined as .key file and only .key file can be changed, and simulation can be resubmitted.
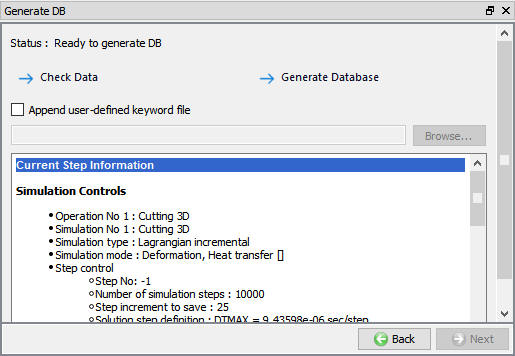
Generate DB page
Related Topics: