Flow Forming Lab
In this Lab we will be setting up simple Forward Flow forming process.
1.1. Creating a New Problem
1.2. Process Page
1.3. Simulation Setup
1.4. Objects selection
1.5. Workpiece
1.6. Mandrel
1.7. Head Stock
1.8. Tail Stock
1.9. Roll 1
1.10. Roll 2
1.11. Roll 3
1.12. Pass Table
1.13. Controls
1.14. Contact
1.15. Stopping controls
1.16. Simulation controls
1.17. Generate Database
1.18. Running Simulation
1.19. Post processing
Creating a New Problem
On a Windows machine , go to the ![]() button select DEFORM-v1x.xxx (.xxx indicates version number E.g. v14.0.2) and select DEFORM GUI Main vxx.xx from the menu. The DEFORM GUI Main window will appear.
button select DEFORM-v1x.xxx (.xxx indicates version number E.g. v14.0.2) and select DEFORM GUI Main vxx.xx from the menu. The DEFORM GUI Main window will appear.
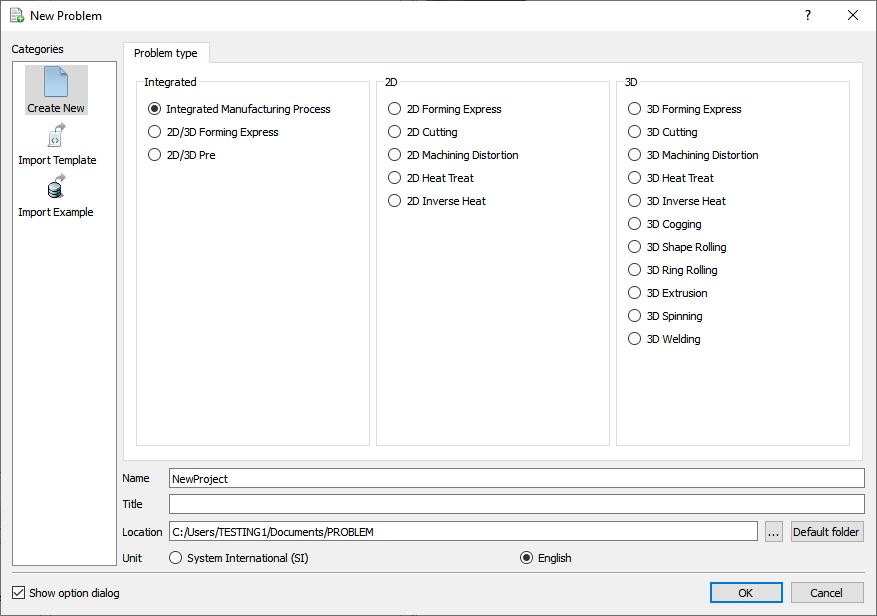
Create a new problem either by selecting File![]() **New Problem** or by clicking the New Problem
**New Problem** or by clicking the New Problem ![]() icon. The Problem Setup window will appear as shown in Fig. 3DFFL1.1. Select “ Integrated Manufacturing Process “ radio button and Unit system as “English “ using radio button. Define Problem Name as “Flowformlab “ and make sure the “Show option dialog” check box is turned on (if we do not turn on the “Show option dialog ” check box, then we will not get the New Project dialog in MO UI). Then click on
icon. The Problem Setup window will appear as shown in Fig. 3DFFL1.1. Select “ Integrated Manufacturing Process “ radio button and Unit system as “English “ using radio button. Define Problem Name as “Flowformlab “ and make sure the “Show option dialog” check box is turned on (if we do not turn on the “Show option dialog ” check box, then we will not get the New Project dialog in MO UI). Then click on ![]() button to open a new Problem using the Deform Integrated Manufacturing Process.
button to open a new Problem using the Deform Integrated Manufacturing Process.
New Problem page
Multiple operation wizard will open with the New Project dialog, At this point user will be prompted to specify a project name (system will create a separate folder with this project name) and title for this session. In this session we will use ‘Flowformlab ’ as the project name. Click on ![]() to continue to open new project.
to continue to open new project.
Add 3D Spinning operation from the Explorer Operations list. Add the operation by clicking on ![]() button available next to 3D Spinning or user can also add by drag and drop into the Operation Editor (see Fig. 3DFFL1.2.). When we add the Spinning operation, When we add the Spinning operation, If the current Screen upward direction is “Z “ direction then we will get below popup. Click “YES-Change “ in “Change screen upward axis” popup. Process settings Window will open by default. 3D Spinning operation can also be added in “New Project” dialog in MO.
button available next to 3D Spinning or user can also add by drag and drop into the Operation Editor (see Fig. 3DFFL1.2.). When we add the Spinning operation, When we add the Spinning operation, If the current Screen upward direction is “Z “ direction then we will get below popup. Click “YES-Change “ in “Change screen upward axis” popup. Process settings Window will open by default. 3D Spinning operation can also be added in “New Project” dialog in MO.
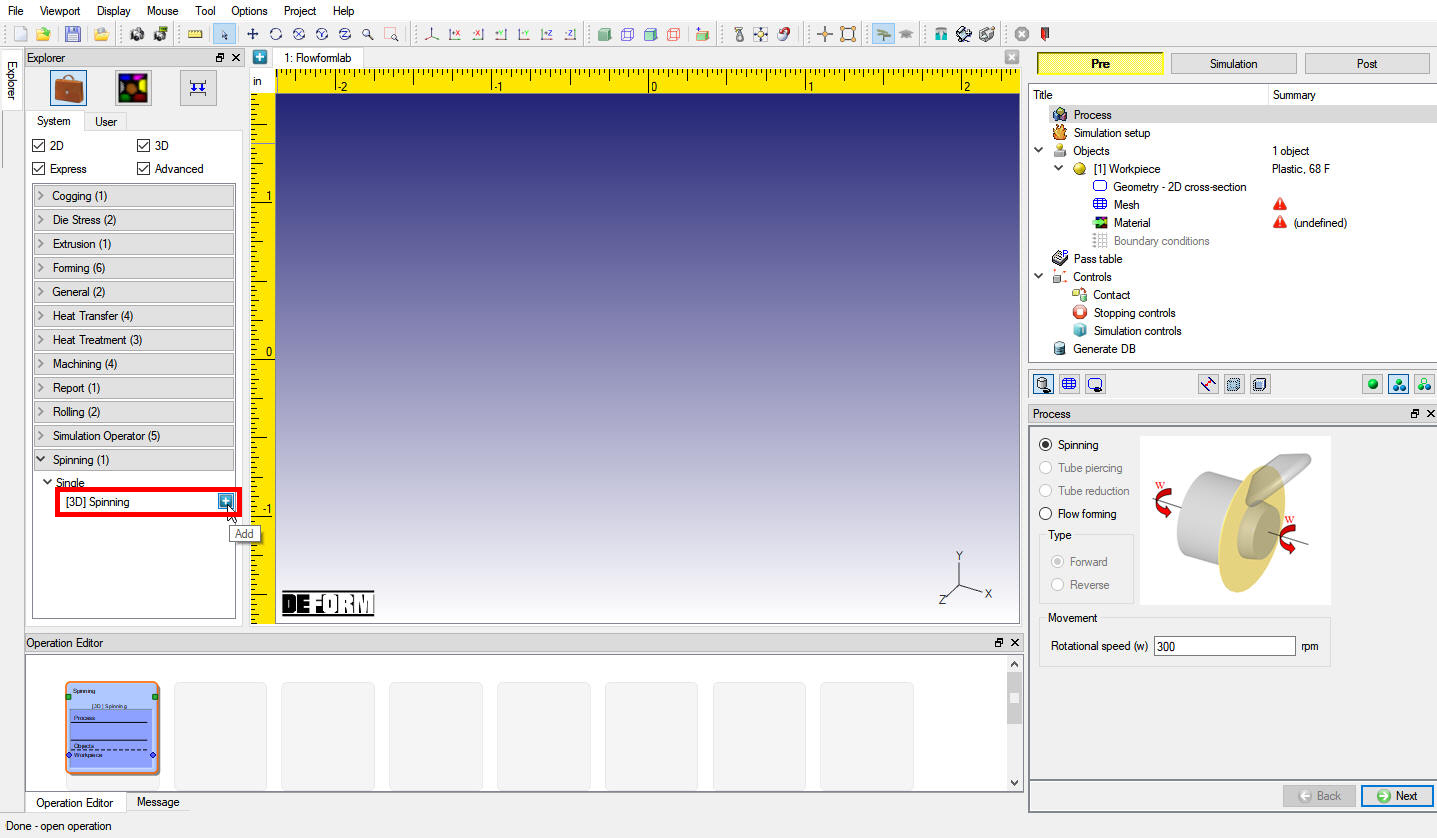
Adding 3D Spinning operation
Process page
In Process page select “Flow forming “ and type of flow forming as “Forward “. Define Mandrel Rotationalspeed as 300 rpm, see Fig. 3DFFL1.3. This rotational speed will be applied to Head stock and Tail stock. Click on ![]() to Simulation setup page.
to Simulation setup page.
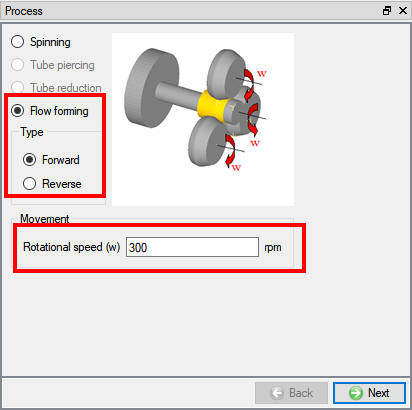
Process page
Simulation Setup
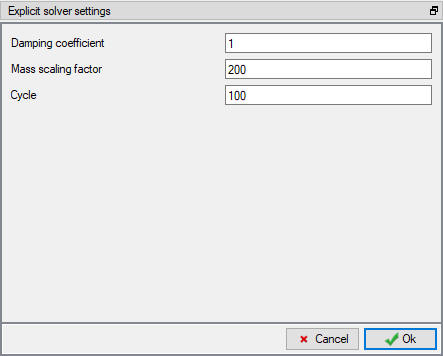
In Simulation Setup page select solution method as “ALE “ and solver type as “Explicit “. We will not be doing any thermal calculations in this lab hence select Thermal Calculation as “Constant temperature (isothermal) “ (see Fig. 3DFFL1.4.). Click ![]() to set Explicit solver controls as follows.
to set Explicit solver controls as follows.
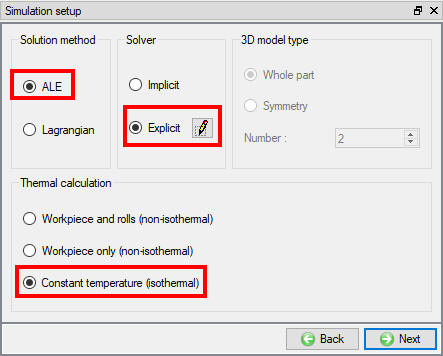
Simulation setup page
-
Set Damping coefficient to 1. This dampens vibrations. A setting of 0-1 is conservative and 5-10 is more aggressive.
-
Set Massscalingfactor to 200. This affects the time step, accuracy and runtime. A lower mass scaling factor results in a smaller time step and greater accuracy, but it requires a longer simulation time. This can be adjusted as needed, based on experience, application and goals.
-
Set Cycle to 100. This controls the ratio of explicit solution cycles per step. The combination of this setting and the database step save increment can be used to adjust how often cycles are written to the database. A setting of 0 results in 1 cycle per step (1:1 ratio). A setting of 100 results in 100 cycles per step (100:1 ratio). Click on
 to close Explicit solvers settings page. Click on
to close Explicit solvers settings page. Click on  to Objects page.
to Objects page.
Explicit solvers settings
Objects selection
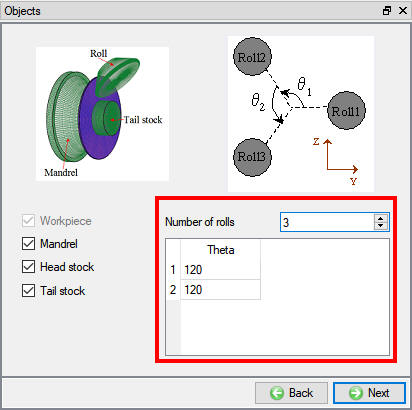
In the “Number of Objects ” page define number of rollers as 3 , In the table below Number of rolls definition user can define angle between rolls, for this lab we will use with default value of 120 ° for  and
and  . Check the Mandrel, Head stock and Tail stock check box (if not checked) (see Fig. 3DFFL1.6.) to use these objects in the setup. Tail stock is not used in reverse flow forming process and optional in forward flow forming. Click on
. Check the Mandrel, Head stock and Tail stock check box (if not checked) (see Fig. 3DFFL1.6.) to use these objects in the setup. Tail stock is not used in reverse flow forming process and optional in forward flow forming. Click on ![]() to Workpiece General page.
to Workpiece General page.
Object selection page
Workpiece
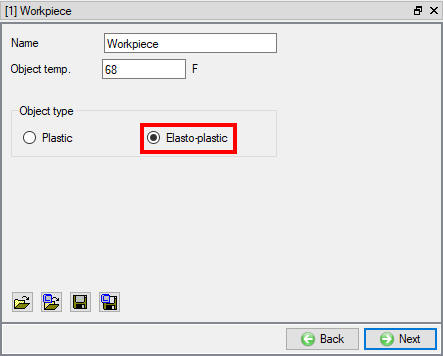
In the Workpiece object page keep the default values for name as workpiece and temperature 68°F. Change the Object type to “Elasto-plastic “ as shown in Fig. 3DFFL1.7., for explicit solver type simulation setups the workpiece must be Elasto-plastic object type. Click on ![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Workpiece page
Workpiece 2D cross section
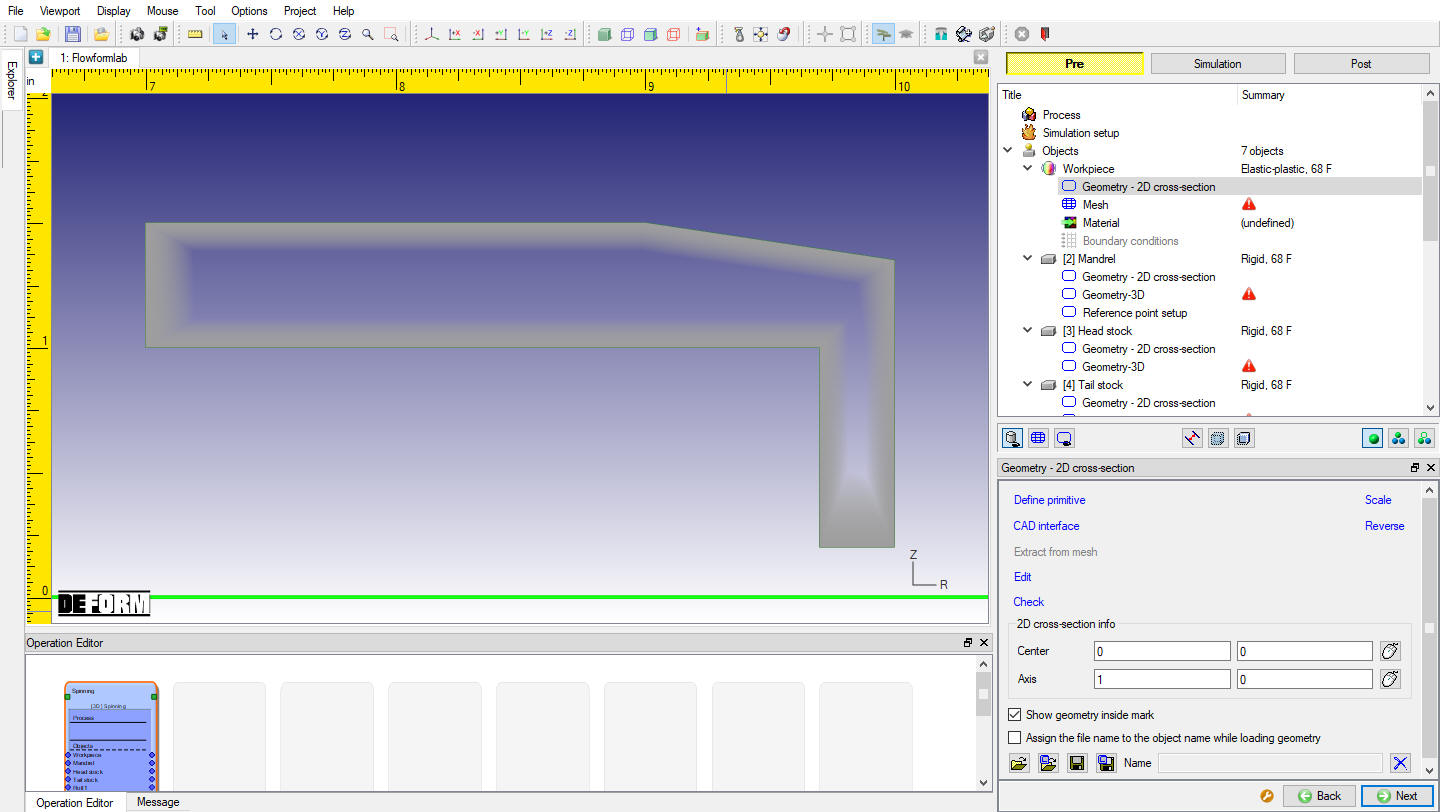
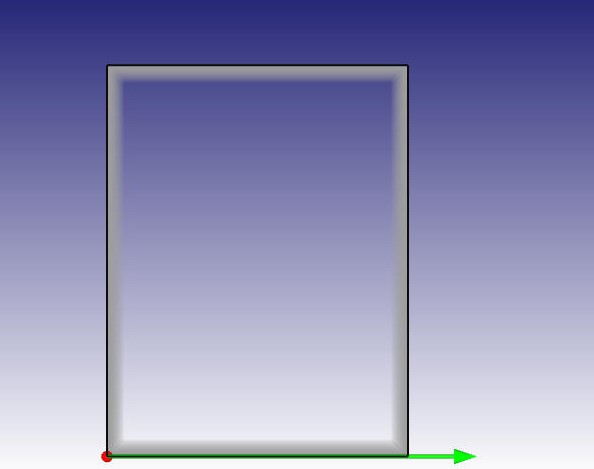
Import 2D geometry, “workpiece_lab.GEO ” from the 3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1.8. Click on ![]() to Mesh page.
to Mesh page.
Workpiece Geometry 2D cross-section page
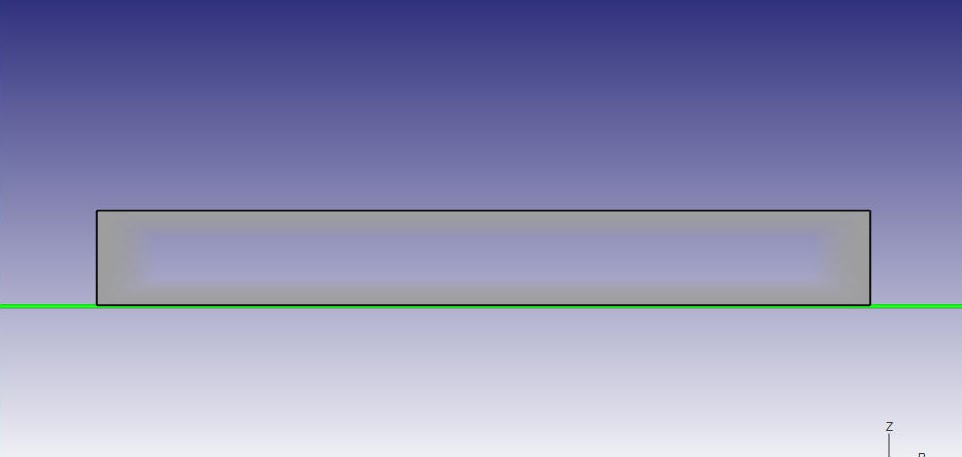
Workpiece Mesh
Define Number of elements for 2D cross section as 100 and click on ![]() . Define Number of revolved sections as 100 , pick “Uniform thickness of layers in hoop direction “ which is preferred for explicit solver and click on
. Define Number of revolved sections as 100 , pick “Uniform thickness of layers in hoop direction “ which is preferred for explicit solver and click on ![]() . Generated 2D and 3D mesh should look like as shown in Fig. 3DFFL1.9. and Fig. 3DFFL1.10. Click on
. Generated 2D and 3D mesh should look like as shown in Fig. 3DFFL1.9. and Fig. 3DFFL1.10. Click on ![]() to Material page.
to Material page.
Generated 2D Mesh for Workpiece
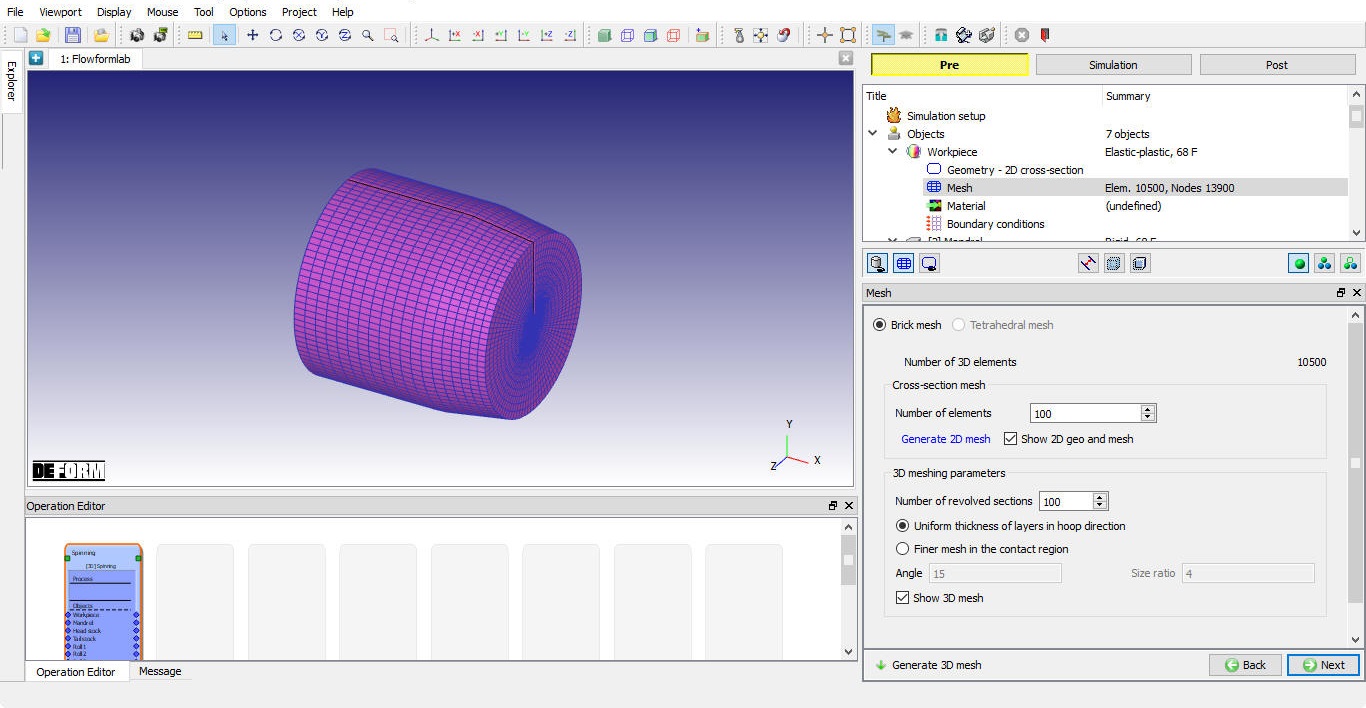
Generated 3D Mesh for Workpiece
Assign Material for Workpiece
In Material page, click on ![]() (Load material from library) icon and load the material Aluminum group material “AL-3003,COLD[70-250F(20-120C)] “ from material library window. Assign the “AL-3003,COLD[70-250F(20-120C)] “ material for Workpiece as shown in Fig. 3DFFL1.11. Click on
(Load material from library) icon and load the material Aluminum group material “AL-3003,COLD[70-250F(20-120C)] “ from material library window. Assign the “AL-3003,COLD[70-250F(20-120C)] “ material for Workpiece as shown in Fig. 3DFFL1.11. Click on ![]() until Mandrel page.
until Mandrel page.
Workpiece Material page
Mandrel
In the Mandrel general page keep the default values for name as Mandrel and temperature as 68°F. Click on![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Mandrel Geometry - 2D Cross-section
Import 2D geometry, “mandrel_lab.GEO ” from the 3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1.12. Click on ![]() to Geometry - 3D page.
to Geometry - 3D page.
Mandrel Geometry - 2D Cross-section
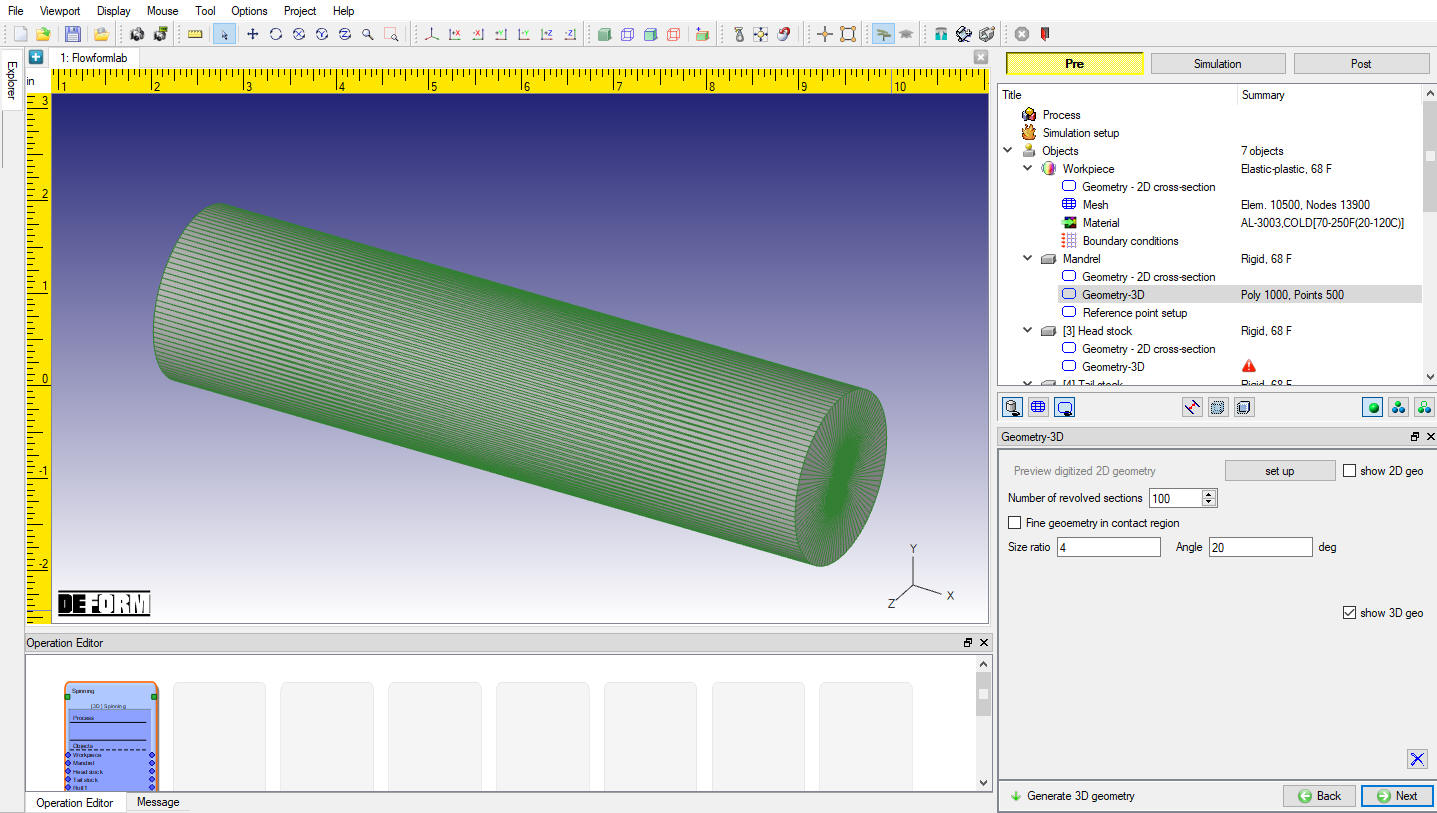
Mandrel 3D Geometry
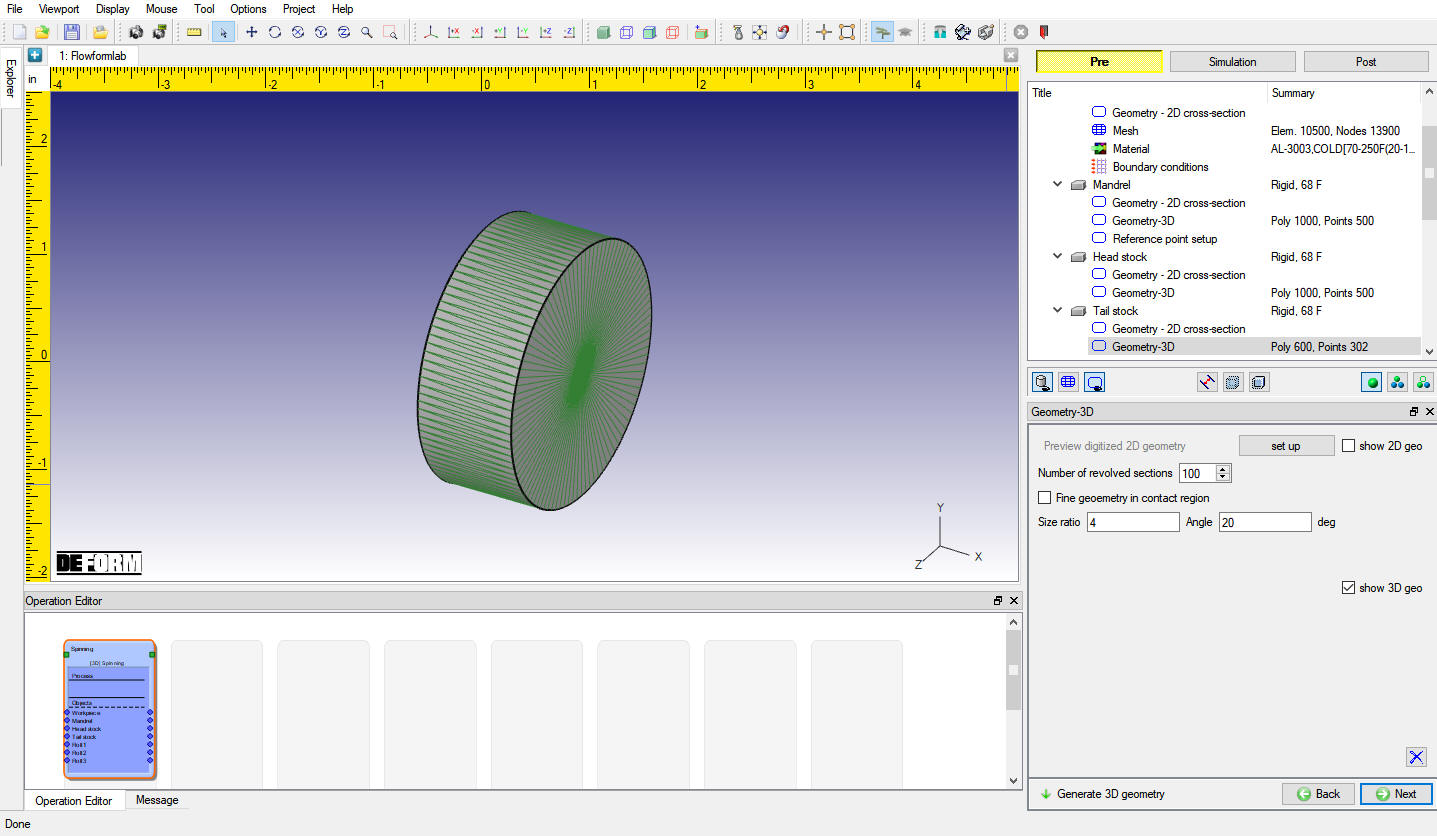
Using default “Number of revolved sections “ as 100 , generate 3D geometry by clicking on ![]() option (see Fig. 3DFFL1.13.). Fine Geometry at Contact region is not required for Explicit solver hence can be left as unchecked. Click on
option (see Fig. 3DFFL1.13.). Fine Geometry at Contact region is not required for Explicit solver hence can be left as unchecked. Click on ![]() to Reference point setup page.
to Reference point setup page.
Mandrel Geometry-3D
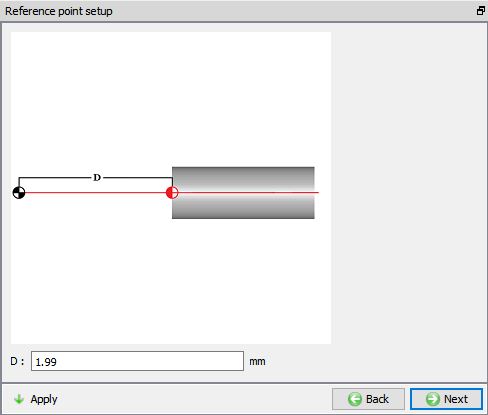
Mandrel Reference Point setup
In this page we can define Reference point of Mandrel, we will use default value of D “1.99 “ as shown in Fig. 3DFFL1.14. “D ” is the distance between the Deform Origin and the origin of the Mandrel along X axis and will be used to position the mandrel. Click on ![]() to Head Stock page.
to Head Stock page.
Mandrel Reference Point setup page
Head Stock
In the Head Stock general page keep the default values for name as Head stock and temperature as 68°F. Click on ![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Head Stock Geometry - 2D Cross-section
Import 2D geometry, “Headstock_lab.GEO ” from the 3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1..15. Click on ![]() to Geometry - 3D page.
to Geometry - 3D page.
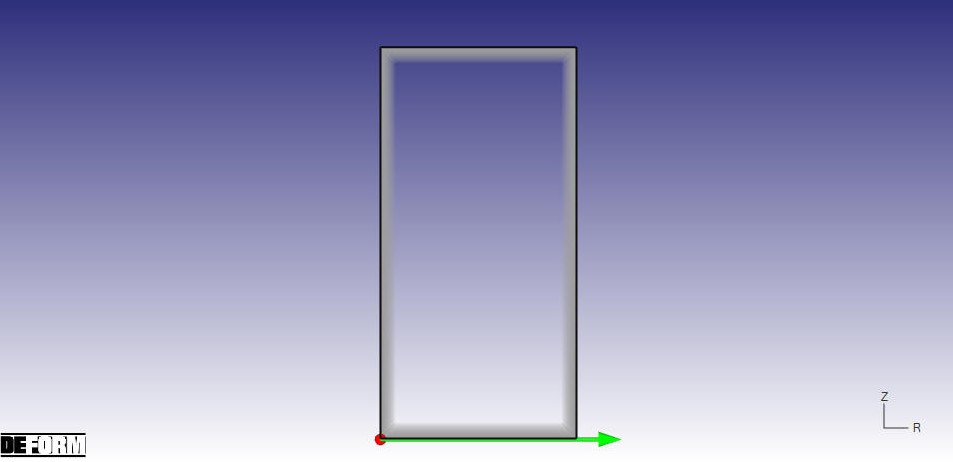
Head stock Geometry - 2D Cross-section
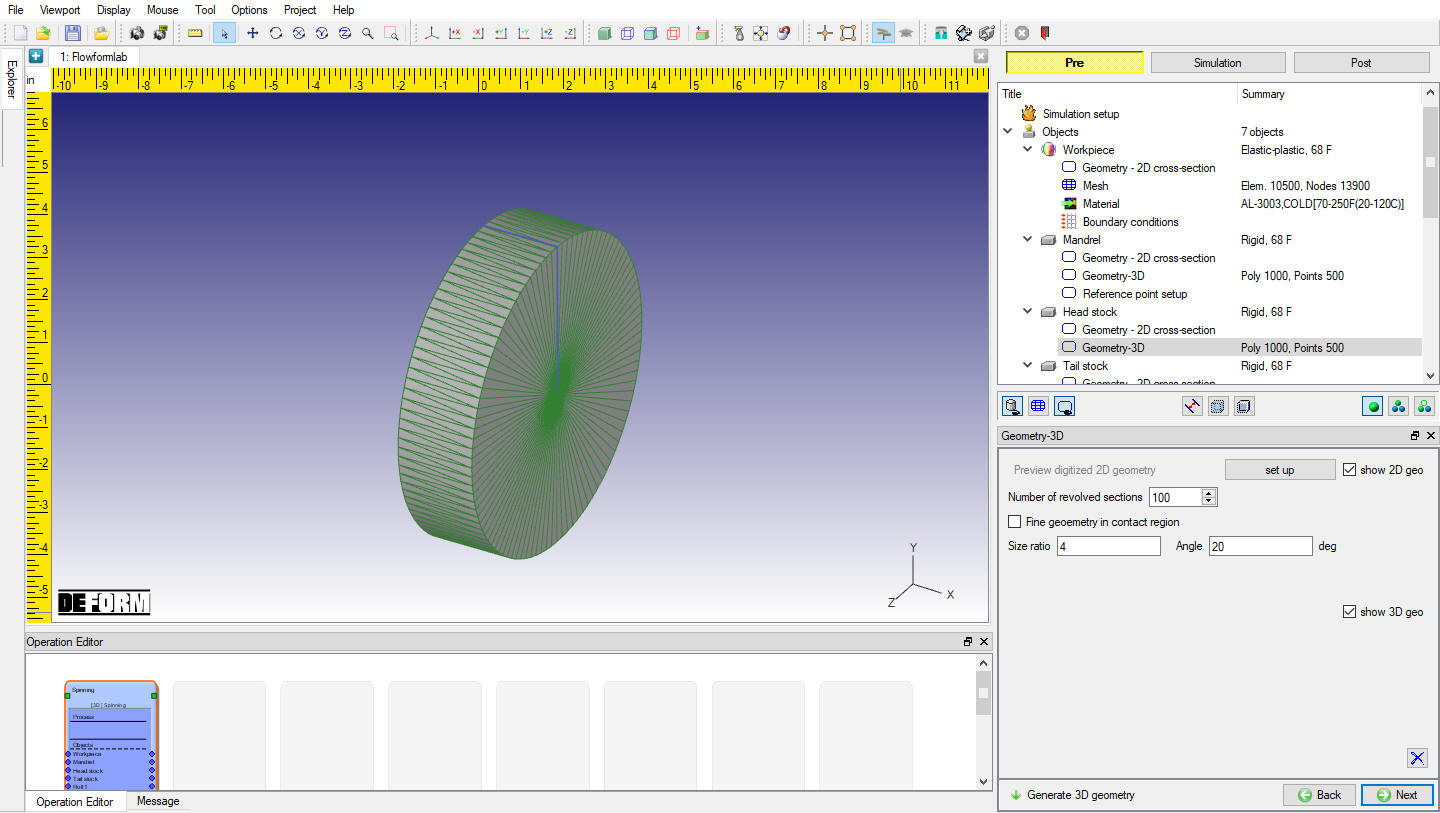
Head Stock 3D - Geometry
Using default “Number of revolved sections “ as 100 , generate 3D geometry by clicking on ![]() option (see Fig. 3DFFL1.16.). Click on
option (see Fig. 3DFFL1.16.). Click on ![]() to Tail stock page.
to Tail stock page.
Head stock Geometry-3D page
Tail Stock
In the Tail Stock General page keep the default values for name as Tail stock and temperature as 68°F. Click on ![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Tail Stock Geometry - 2D Cross-section
Import 2D geometry, “tailstock_lab.GEO ” from the 3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1.17. Click on ![]() to Geometry - 3D page.
to Geometry - 3D page.
Tail stock Geometry - 2D Cross-section
Tail Stock 3D - Geometry
Using default “Number of revolved sections “ as 100 , generate 3D geometry by clicking on ![]() option (see Fig. 3DFFL1.18.). Click on
option (see Fig. 3DFFL1.18.). Click on ![]() to Roll page.
to Roll page.
Tail Stock Geometry-3D page
Roll 1
In the Roll 1 general page keep the default values for name as Roll 1 and temperature as 68°F. Click on ![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Roll 1 Geometry - 2D Cross-section
Import 2D geometry, “roller_lab.GEO ” from the 3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1.19. Click on ![]() to Geometry - 3D page.
to Geometry - 3D page.
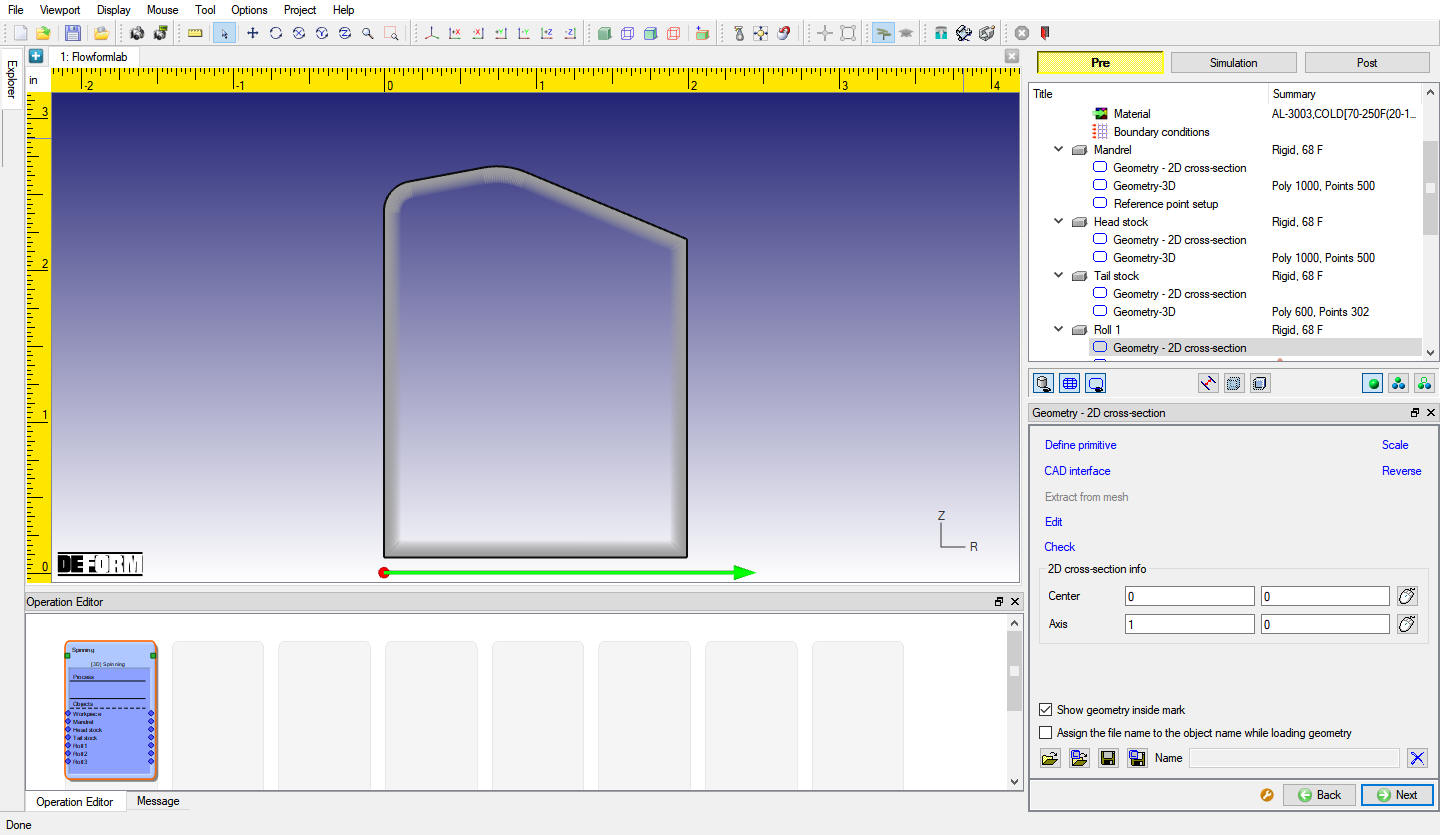
Roll 1 Geometry - 2D Cross-section
Roll 1 3D Geometry
Using default “Number of revolved sections “ as 100 , generate 3D geometry by clicking on ![]() option (see Fig. 3DFFL1.20.). Click on
option (see Fig. 3DFFL1.20.). Click on ![]() to orientation page.
to orientation page.
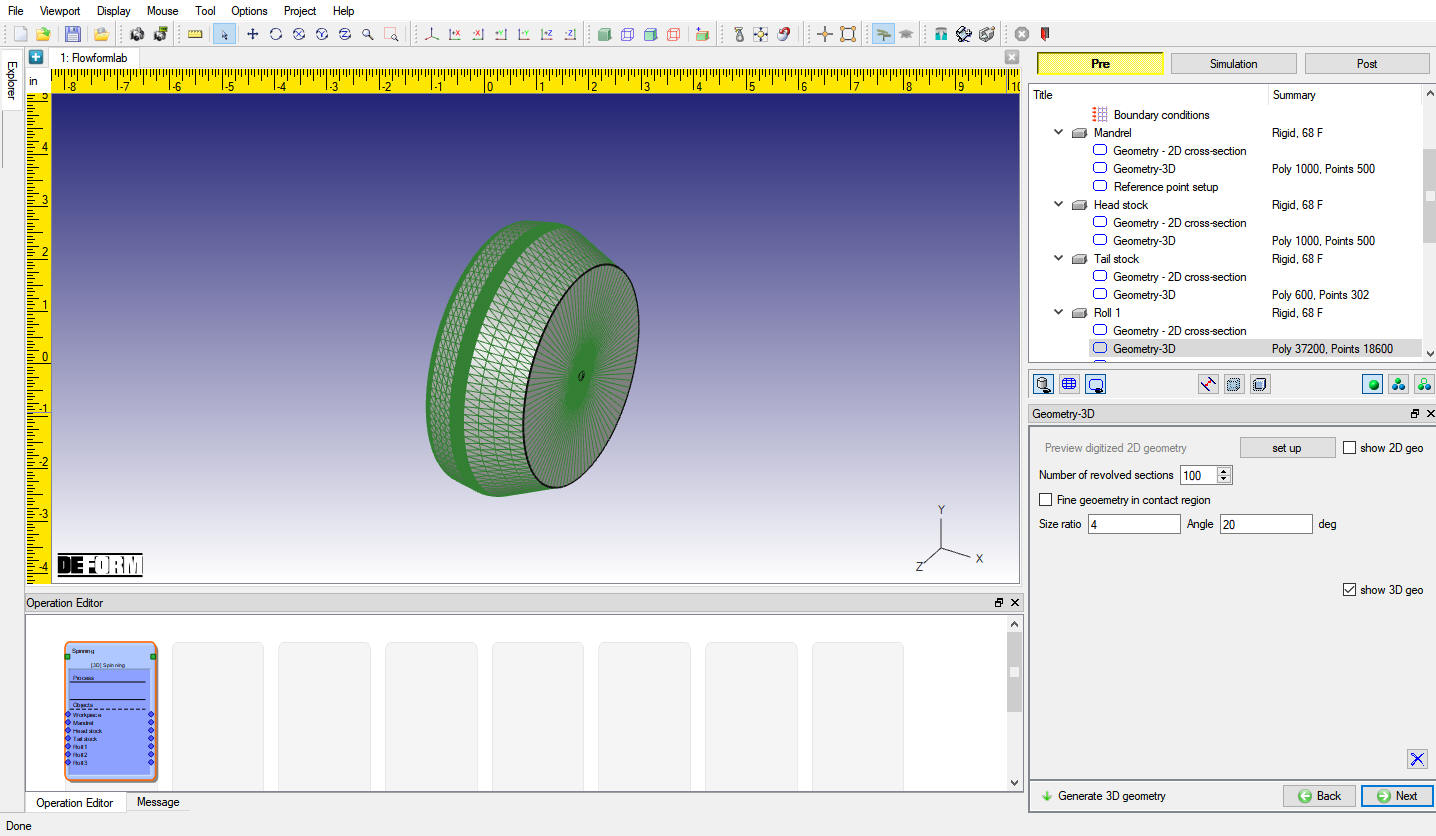
Roll 1 Geometry-3D page
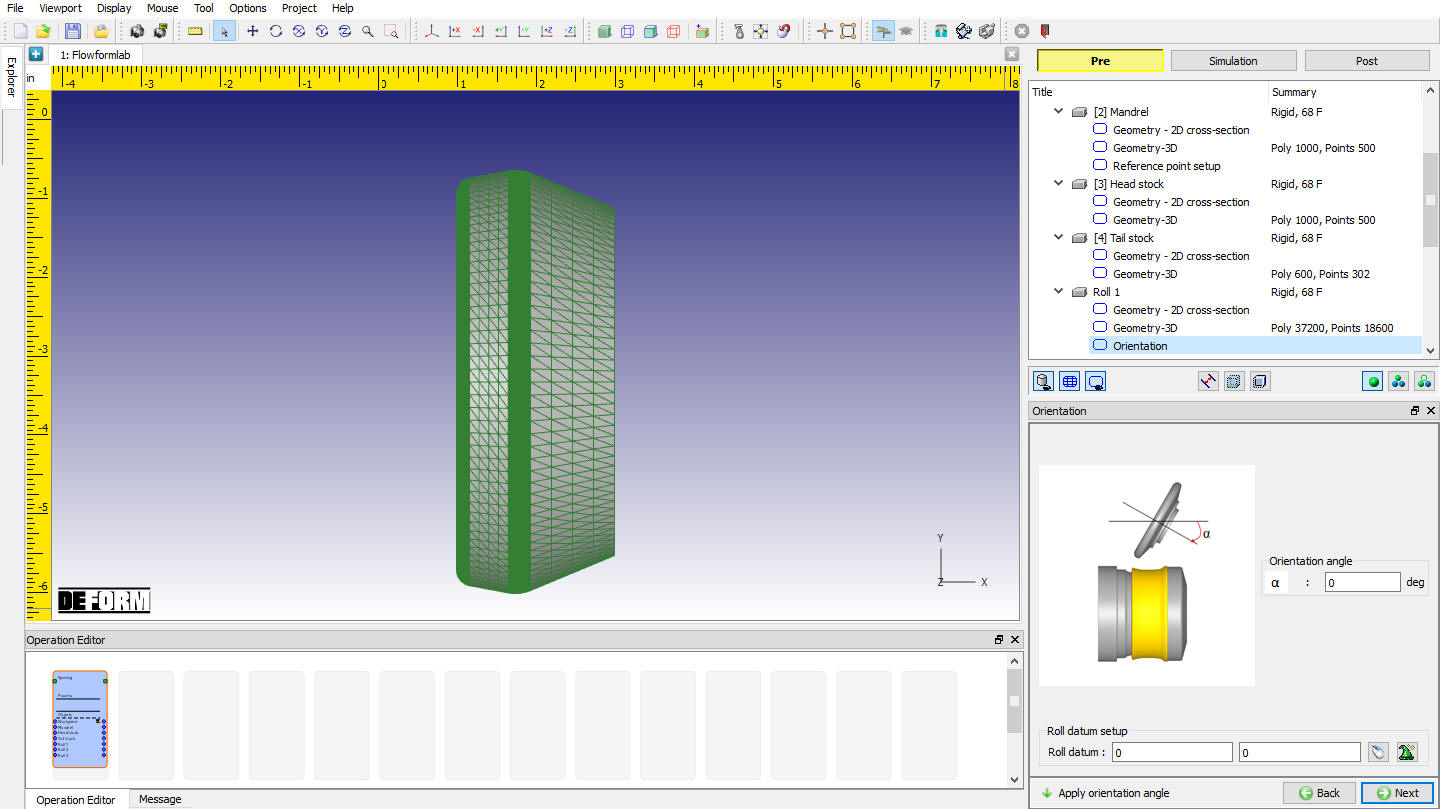
Roll 1 Orientation
In this page we can modify the orientation angle of Roll using Roll Orientation angle option and also the Roll datum point can be selected using roll datum setup options.
In this lab we are not changing the orientation angle and Roll datum point of Rolls, so click ![]() to Roll 2 page without any changes.
to Roll 2 page without any changes.
Roll1 Orientation page
Roll 2
In the Roll 2 general page keep the default values for name as Roll 2 and temperature as 68°F. Click on ![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Roll 2 Geometry - 2D Cross-section
Import 2D geometry, “roller_lab.GEO ” from the 3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1.19. Click on ![]() to Geometry - 3D page.
to Geometry - 3D page.
Roll 2 3D - Geometry
Using default “Number of revolved sections” as 100, generate 3D geometry by clicking on ![]() option (see Fig. 3DFFL1.20.). Click on
option (see Fig. 3DFFL1.20.). Click on ![]() to orientation page.
to orientation page.
Roll 2 Orientation
In this labwe are not changing the orientation angle and Roll datum point of Rolls, so click on ![]() to Roll 3 page without any changes.
to Roll 3 page without any changes.
Roll 3
In the Roll 3 general page keep the default values for name as Roll 3 and temperature as 68°F. Click on![]() to Geometry 2D cross- section page.
to Geometry 2D cross- section page.
Roll 3 Geometry - 2D Cross-section
Import 2D geometry, “roller_lab.GEO ” from the3D/LABS/Spinning folder. You can edit, check or save 2D geometry in this page as shown in Fig. 3DFFL1.19. Click on ![]() to Geometry - 3D page.
to Geometry - 3D page.
Roll 3 3D-Geometry
Using default “Number of revolved sections “ as 100 , generate 3D geometry by clicking on ![]() option (see Fig. 3DFFL1.20.). Click on
option (see Fig. 3DFFL1.20.). Click on ![]() to orientation page.
to orientation page.
Roll 3 Orientation
In this lab we are not changing the orientation angle and Roll datum point of Rolls, click ![]() to pass table page.
to pass table page.
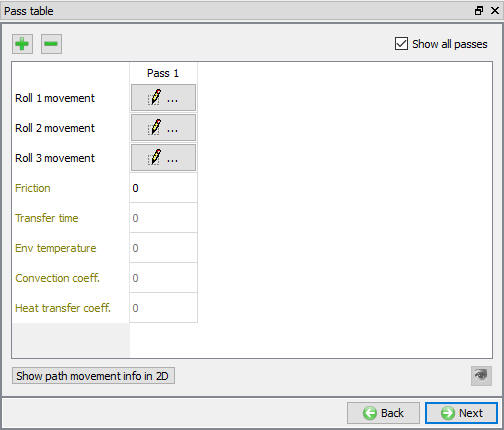
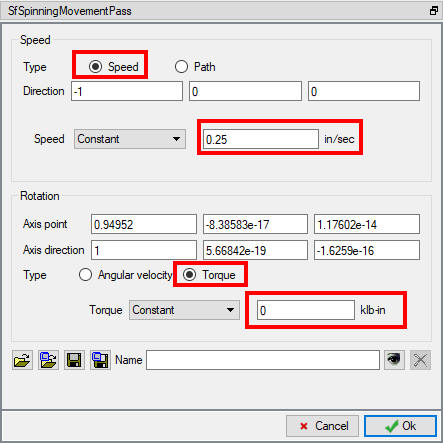
Pass Table
Here we will be defining Rolls Speed along the mandrel axis as 0.25 in/sec. For this lab we will be considering rolls to rotate based on free torque hence we will select Torque in Rotation tab and define its value as0 klb-in. So, click on Roll 1 ![]() button in Pass table and define speed as 0.25 in/sec and Torque as 0 klb-in as shown in Fig. 3DFFL1.23. and click on
button in Pass table and define speed as 0.25 in/sec and Torque as 0 klb-in as shown in Fig. 3DFFL1.23. and click on ![]() to close the movement page. Define the same movement data in Roll 2 and Roll 3 movement page by clicking on respective button. We will not define any other data from pass table as of now. Click on
to close the movement page. Define the same movement data in Roll 2 and Roll 3 movement page by clicking on respective button. We will not define any other data from pass table as of now. Click on ![]() to Controls page.
to Controls page.
Pass table page
Roll 1 Movement page
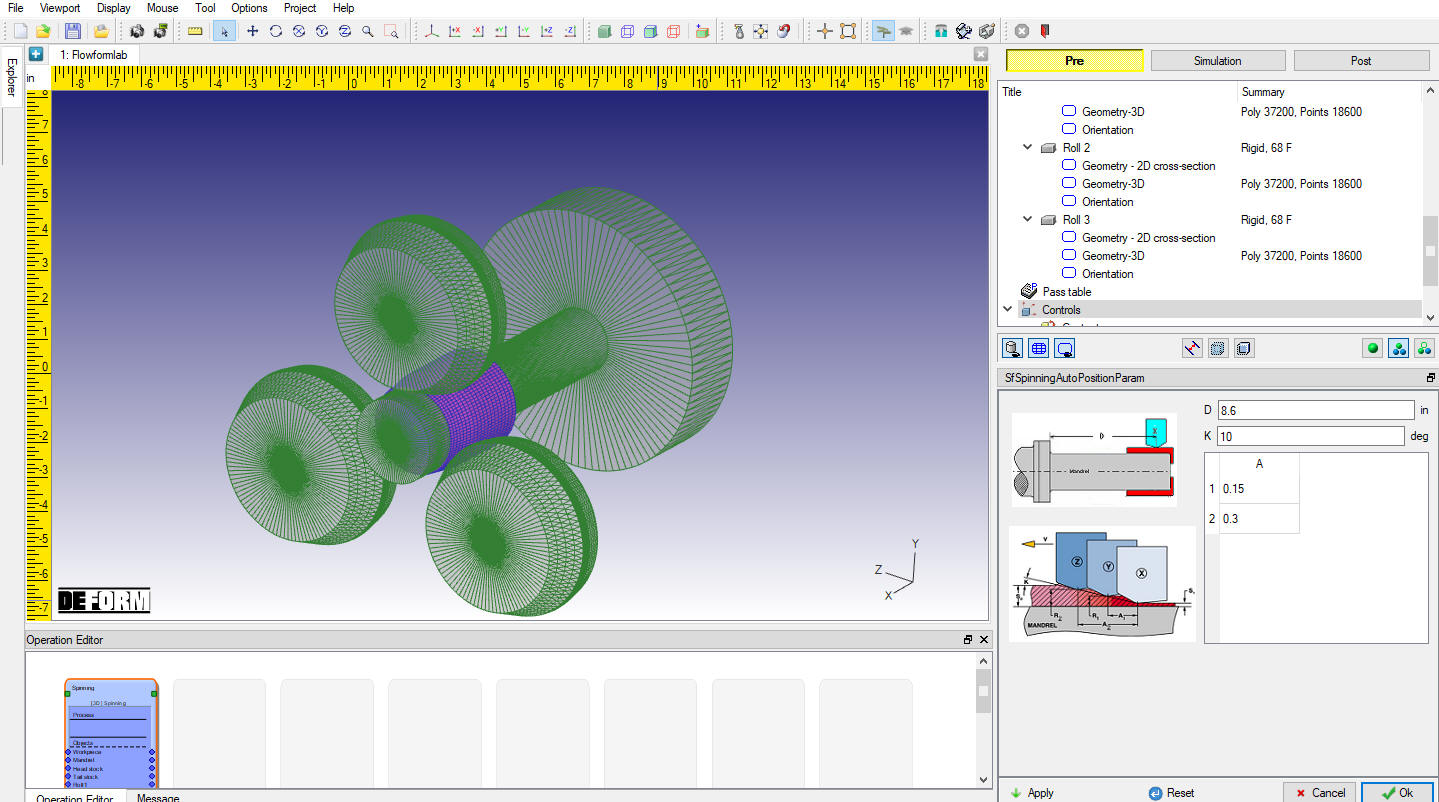
Controls
Click on “Automatic Positioning “, define the parameters
D=8.6 , Distance between head stock surface and the Roll Datum point
K=10 , orientation angle of the rolls with workpiece
A1=0.15 , A2=0.3 , Lateral distance between rolls along the mandrel axis
Click on ![]() to change the apply settings. It will position all 3 rollers and Workpiece and Tail stock in correct position as shown in Fig. 3DFFL1.24. Click on
to change the apply settings. It will position all 3 rollers and Workpiece and Tail stock in correct position as shown in Fig. 3DFFL1.24. Click on ![]() to close Automatic position page. Click on
to close Automatic position page. Click on ![]() to Contact page.
to Contact page.
Automatic position window
Contact
The Flowforming setup will assume a low shear friction for the mandrel and tailstock. This will be similar to cold forming where material is sliding along a die surface. A high shear friction, typical of rolling, will be assumed for the roller. Local contact searching is used to reduce contact search calculation time, which is useful with explicit simulations. For each object pair, friction windows must be defined over the area of the tool where contact may occur. Areas outside the window will not be considered for contact. The friction settings found on the friction window menu take precedence over the global settings. Friction windows must be set to follow moving tools, when applicable.
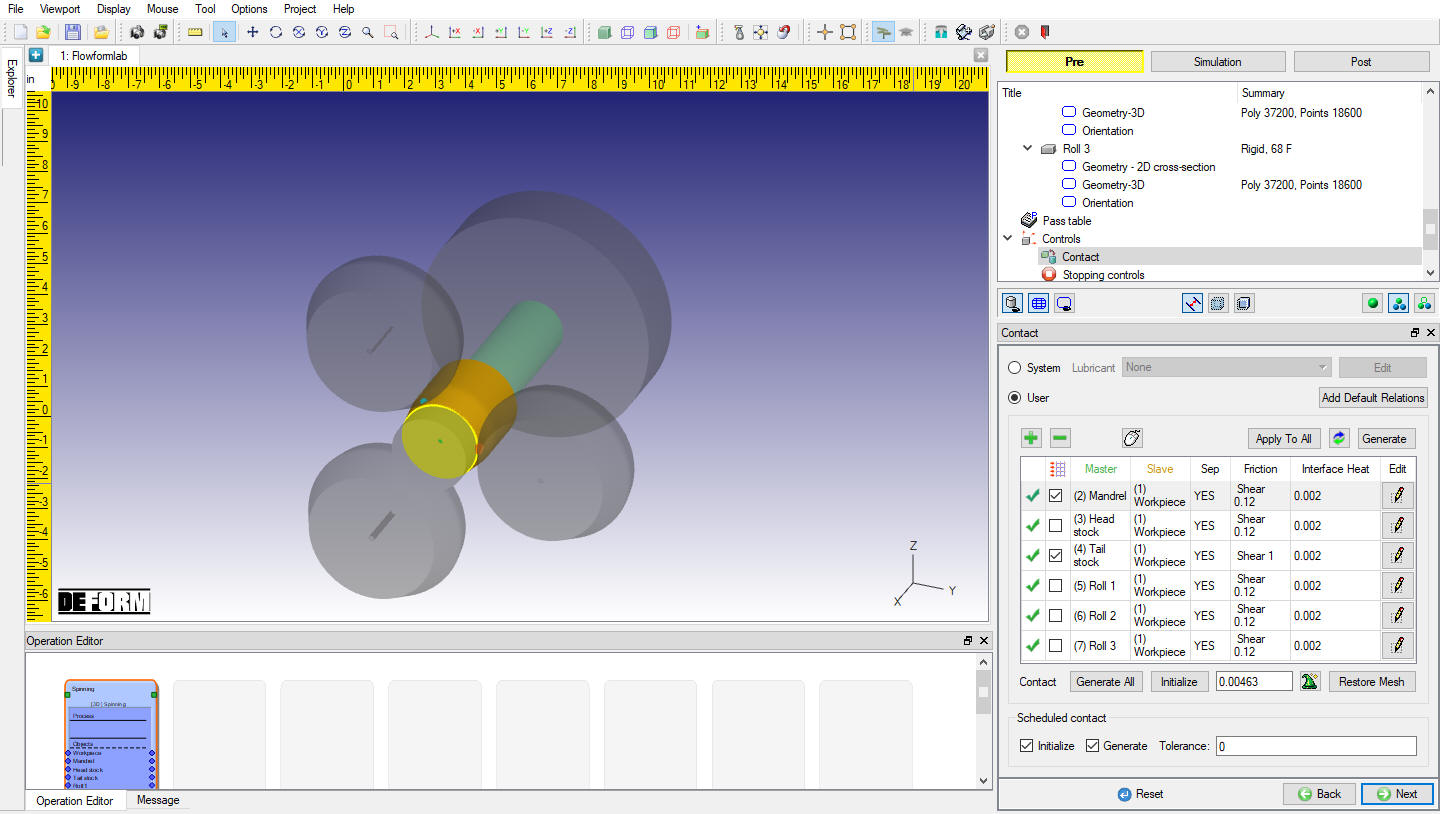
In Contact page, select “User “ type and click on ![]() button. In table, we will be observing default relations being added and sticking contact will be checked for Tail stock - Workpiece and Head stock - Workpiece relations. For this lab, we will turn on Mandrel - Workpiece sticking check box and turn off Head stock - Workpiece sticking check box and as shown in Fig. 3DFFL1.30.
button. In table, we will be observing default relations being added and sticking contact will be checked for Tail stock - Workpiece and Head stock - Workpiece relations. For this lab, we will turn on Mandrel - Workpiece sticking check box and turn off Head stock - Workpiece sticking check box and as shown in Fig. 3DFFL1.30.
- Select theMandrel - Workpiece relation and
 . Define a Shear friction of 0.12. Switch to the Friction Window tab. Click the
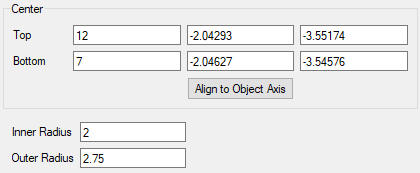
. Define a Shear friction of 0.12. Switch to the Friction Window tab. Click the  button to add a new window. Click on the Solid cylinder button on toolbar that is along the far-left side of the screen. Click anywhere on the model to place the window. Click the icon to define the window size as shown in the Fig. 3DFFL1.25., click . Select Shear friction and set a constant value of 0.12 and select “Mandrel “ as object to follow window, click .
button to add a new window. Click on the Solid cylinder button on toolbar that is along the far-left side of the screen. Click anywhere on the model to place the window. Click the icon to define the window size as shown in the Fig. 3DFFL1.25., click . Select Shear friction and set a constant value of 0.12 and select “Mandrel “ as object to follow window, click .
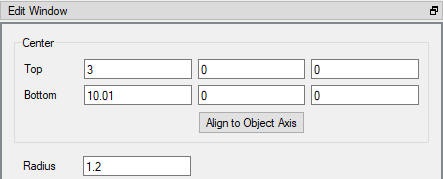
Mandrel - workpiece window definition
-
Select the Head stock - Workpiece relation and
. Define a Shear friction of 0.12 and click . -
Select the Tail stock - workpiece relation and
. Define a Shear friction of 1. Switch to the Friction Window tab. Click the button to add a new window. Click on the Solid cylinder button on toolbar that is along the far-left side of the screen. Click anywhere on the model to place the window. Click the icon to define the window size as shown in the Fig. 3DFFL1.26., click . Select Shear friction and set a constant value of 1 and select “Tail stock” as object to follow window, click .
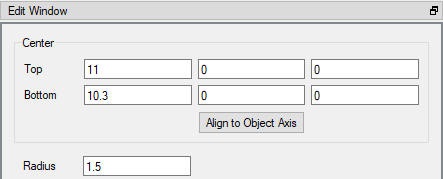
Tail stock - workpiece window definition
- Select the Roll 1 - Workpiece relation and . Define a Shear friction of0.12. Switch to the Friction Window tab. Click the button to add a new window. Click on the Hollow cylinder button on toolbar that is along the far-left side of the screen. Click anywhere on the model to place the window. Click the icon to define the window size as shown in the Fig. 3DFFL1.27., click . Select Shear friction and set a constant value of 0.12 and select “Roll 1” as object to follow window, click .
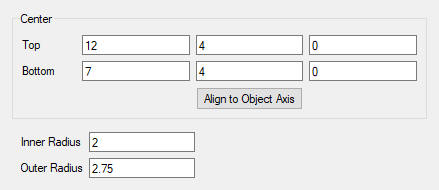
Roll 1 - Workpiece window definition
- Select the Roll 2 - Workpiece relation and . Define a Shearfriction of 0.12. Switch to the Friction Window tab. Click the button to add a new window. Click on the Hollow cylinder button on toolbar that is along the far-left side of the screen. Click anywhere on the model to place the window. Click the icon to define the window size as shown in the Fig. 3DFFL1.28., click . Select Shear friction and set a constant value of 0.12 and select “Roll 2” as object to follow window, click .
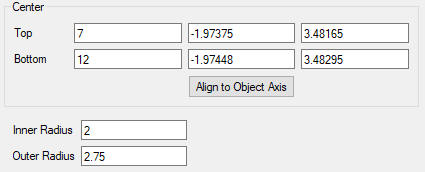
Roll 2 - Workpiece window definition
- Select the Roll 3 - Workpiece relation and . Define a Shear friction of 0.12. Switch to the Friction Window tab. Click the button to add a new window. Click on the Hollow cylinder button on toolbar that is along the far-left side of the screen. Click anywhere on the model to place the window. Click the icon to define the window size as shown in the Fig. 3DFFL1.29., click . Select Shear friction and set a constant value of 0.12 and select “Roll 3 “ as object to follow window, click .
Roll 3 - Workpiece window definition
Click on ![]() button to calculate the default tolerance value and Generate contact by clicking on
button to calculate the default tolerance value and Generate contact by clicking on ![]() button and also select Yes in “STICKING CONDITION “ popup. Generated contact will look like as shown in Fig. 3DFFL1.30. Click on
button and also select Yes in “STICKING CONDITION “ popup. Generated contact will look like as shown in Fig. 3DFFL1.30. Click on ![]() to Stopping controls page.
to Stopping controls page.
Contact Page
Stopping controls
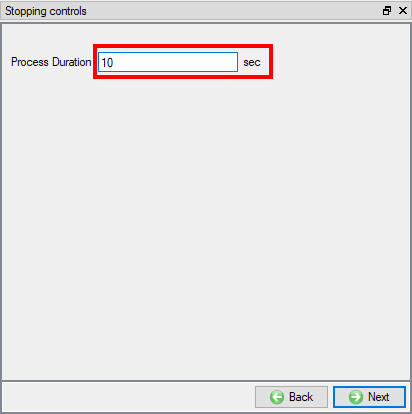
Define Process Duration as 10 sec in Stopping controls page (see Fig. 3DFFL1.31.). Click on ![]() to Simulation controls page.
to Simulation controls page.
Stopping Criteria page
Simulation controls
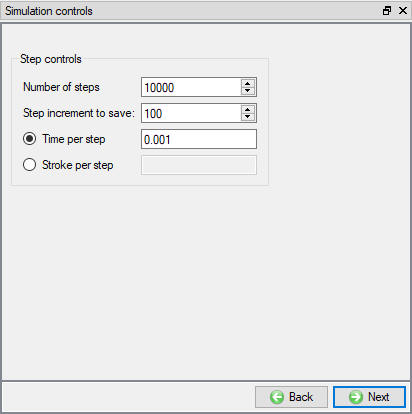
Enter Number of steps as 10000 , Step increment to save as 100 and Time per step as 0.001 in Simulation controls page (see Fig. 3DFFL1.32.). Click on ![]() to Generate DB page.
to Generate DB page.
Simulation Controls page
Generate Database
In Generate DB page, click on the ![]() button to generate the database. Observe the message in Message tab informing database generation status.
button to generate the database. Observe the message in Message tab informing database generation status.
Running Simulation
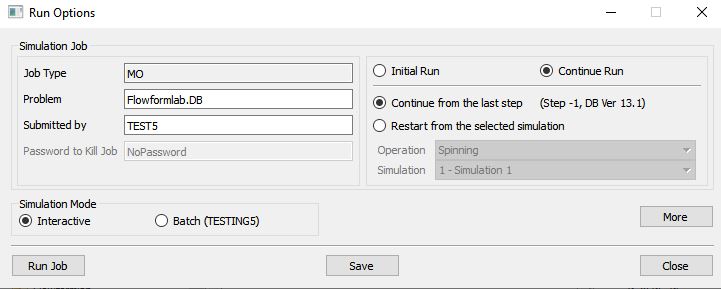
Once the database has been generated, switch to the Simulation mode by selecting the ![]() button above the object tree. Click on the
button above the object tree. Click on the ![]() action label to open the Run Options dialog as shown in Fig. 3DFFL1.33.. Use the default Continue Run option to select “Continue from the last step ” option and then select the Simulation mode as Interactive and click on
action label to open the Run Options dialog as shown in Fig. 3DFFL1.33.. Use the default Continue Run option to select “Continue from the last step ” option and then select the Simulation mode as Interactive and click on ![]() button to run the simulation.
button to run the simulation.
Run Simulation Window
Monitor the progress of the simulation by looking at the Simulation Message and Simulation Log tab, making sure that the ![]() option is checked. User can view the Flow Forming process as the simulation proceeds to the specified stopping criteria from Simulation graphics.
option is checked. User can view the Flow Forming process as the simulation proceeds to the specified stopping criteria from Simulation graphics.
Post processing
When the simulation is completed, review the results by switching to Post mode using the ![]() button above the Simulation tool bar.
button above the Simulation tool bar.
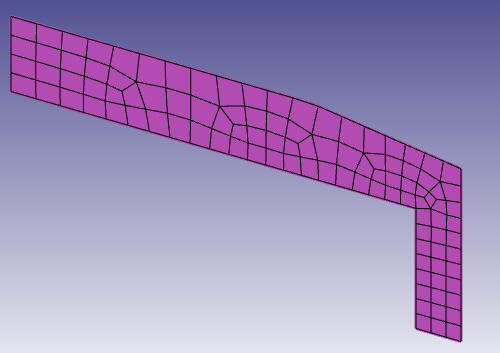
Play through the steps of the simulation and look how the Workpiece part is formed in Flow forming process.
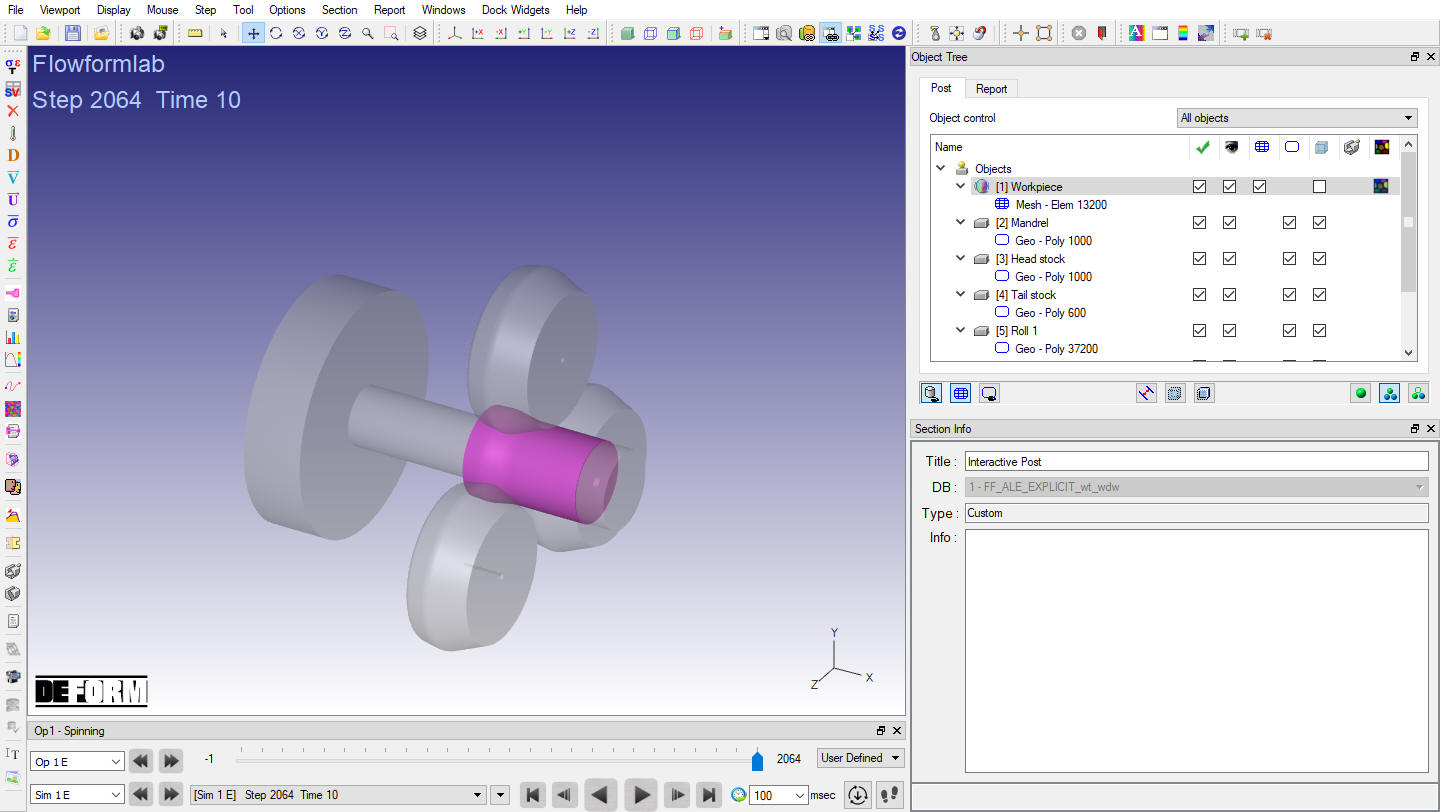
Flow forming operation last step
Plot Effective Strain State variable and observe the Strain distribution (see Fig. 3DFFL1.35.).
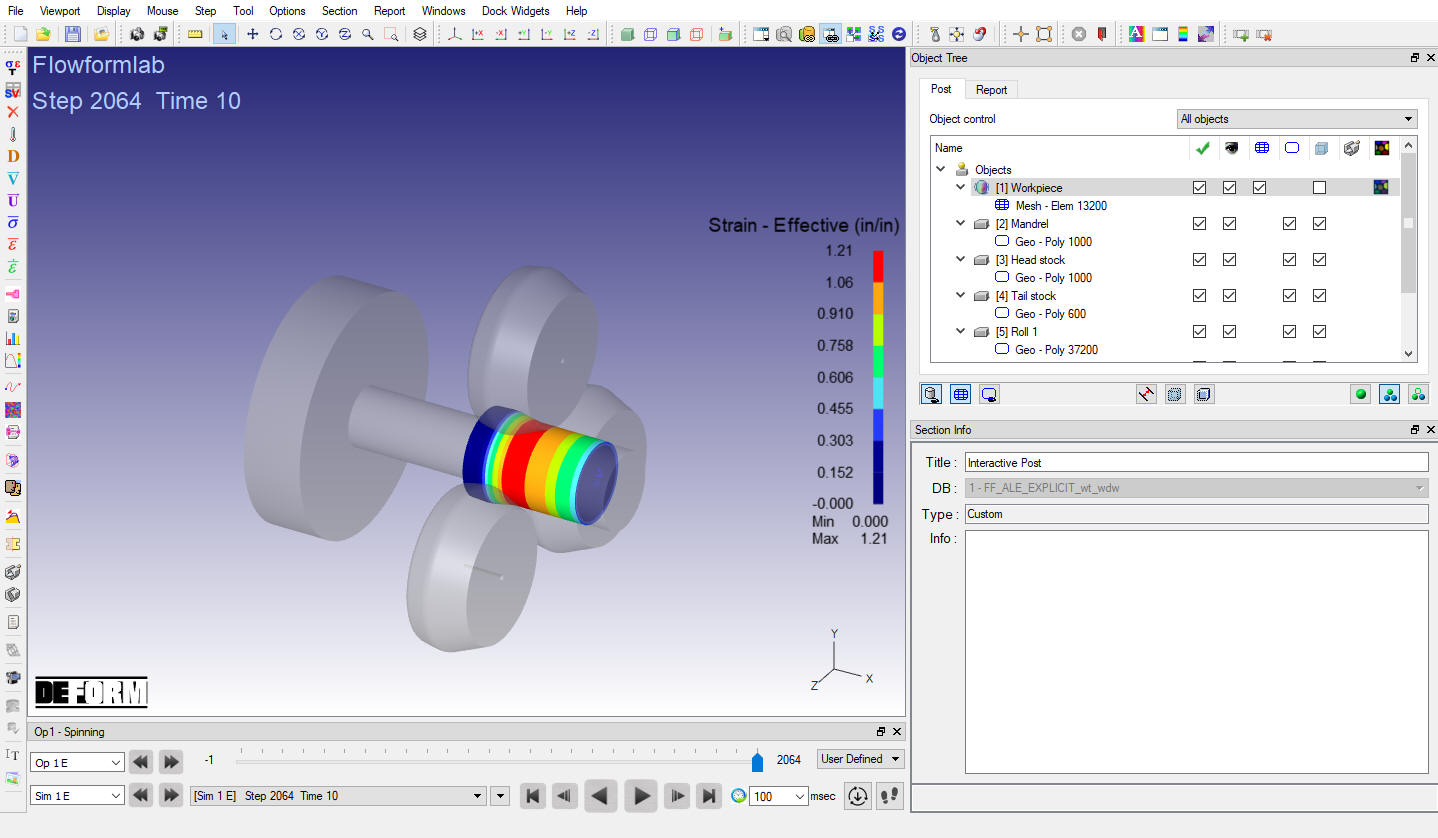
Effective Strain distribution at last step